People have been thinking about protecting their feet from cold and injury for a very long time. Today's boots, which are already familiar to us, have evolved over several thousand years from the simplest, sewn pieces of leather, woven sandals and carved wooden shoes to products consisting of many parts and requiring entire factories for production.
In some ways, modern shoes and their distant ancestors have a lot in common, only today increased demands are placed on today’s shoes: any buyer wants shoes that not only protect their feet from damage and are comfortable, but also meet the latest fashion trends and please the eye.
Market
Today, experts note the high dependence of the Russian market on foreign producers and imports. At the same time, the constant increase in prices for shoes from abroad attracts consumer attention to the domestic manufacturer. For an entrepreneur planning to open his own shoe factory, this is obviously a big plus. Along with these processes, marketers see market growth and promise to reach the pre-crisis level of 2008 by 2013.
Technological process
Like every shoe that comes off the production line, there are many parts to the manufacturing process. At the first stage, in the cutting shop, the components of the future shoe are made from the resulting, already dressed leather. Typically, the number of such parts is about 30 pieces for one product. They are cut out using stencils (or cutters) and a special punching press installed in the workshop. This machine operates in several modes set by the operator. Setting the mode depends on the thickness of the material and the height of the cutter; depending on the mode, the height from which the press is lowered changes.
In the same workshop, insoles for future boots are also cut out, but using a different press, specially designed for such work. First, a special fabric is pressed on both sides to form an insole, then the edges are sanded. Then, the blanks are glued with rubber glue. Future warm insoles pass through another special press.
The next workshop is filled with markers who draw the lines of future seams with a pencil. After the markings are applied, the blanks are sent to firing, where the edges of the parts are heat treated, painted, and then sanded using a special edge running machine, as a result of which the edges become thin and suitable for stitching.
The next workshop is sewing. Here, with the help of special machines, seamstresses sew together leather parts to obtain blanks. After joining the parts, thermoplastic inserts are glued into the blanks, thanks to which the shape of the boot remains in its original form longer. These inserts are put on a metal foot heated to 150 degrees Celsius, after which the workpiece is immediately cooled at a temperature of -20 degrees. Deformation of the workpiece at this stage is also prevented by temporary laces threaded into the workpiece.
After all the main operations on stitching the workpiece, the resulting semi-finished product is sent for processing to the so-called “ruffling robot”. This machine prepares the temporary sole for bonding the real rubber sole by leveling and removing dust from the surface.
At the next stage, a sole is glued to the workpiece, previously “baked” in a special oven at a temperature of 60 degrees. After this, unnecessary rubber remains are cut off from the sole. After this, the boot can be considered ready. It is polished with sheep's wool coated with wax.
The final stage of creating a boot is threading the laces. This process is done manually.
Equipment
The complexity of the technological process of sewing shoes necessitates a large number of specialized equipment.
Today on the market there are a sufficient number of different manufacturers of equipment for the production of various types of shoes. We will not focus on manufacturers, focusing on the role of each machine in production.
Cutting shop
In the cutting shop, two punching presses are necessary to obtain the necessary parts for the future shoe. One of them does the work related to the parts for the upper of the shoe, the other for the bottom and multi-layer flooring.
Insole production
Shoe insoles are produced either in a separate workshop, or, often, they are purchased separately. If you plan to make insoles yourself in your production, you will need the following equipment:
- Press for forming insoles
- Chamfering machine: This machine grinds the edges of the insoles
- Machine for applying glue to half insoles
- Hydraulic press to form a warm insole (optional)
- Machine for lowering the edges of shoe bottoms
Procurement area
There are four machines operating in this area:
- Double Draw Machine: This machine aligns the top parts, making them the same thickness.
- Machine for branding details: with its help, each pair of shoes receives its own identification number.
- The tapering machine makes shoe upper parts easier to stitch by thinning the edges of the parts.
- Machine for duplicating parts of uppers, linings and thermo-adhesive materials.
Sewing area
As the name implies, this section is where the prepared parts are connected into a workpiece. For this process you need:
- Sewing conveyor
- Special sewing machines
- Installation for applying glue (in case some parts will stick together)
- Toe Insertion Machine
- Edge bending machine
- Back Seam Pressing Machine
- Machine for molding vamps (Leather patch on the toe and instep of the boot, as well as the front part of the shoe blank, Ozhegov’s dictionary)
Assembly area
Assembly line
- Insole nailing machine
- Vamp forming and re-forming machine
- Backdrop forming machine
- Tightening machine
- Humidification machine
- Pass-through dryer
- Cooling tunnel
- Blowing machine
- Ruffing machine
- Marking machine
- Thermal activator of adhesive films
- Press for gluing seams
- Machine for removing shoes from lasts
- Boot smoothing machine
- Polishing and cleaning machine
Various machines and machine models are presented by manufacturers: Atom, Banf, Camoga, Cerim, Comelz, Durcopp Adler, Ecom, Elettrotecnica, Iron Fox, Knaoz, Matic? Verdi, Mav, Mec-Val, Neve, Obe, Officina Meccanica, Pfaff, Rachioni, Selmac, Sicomec, Silpar, Volonte and others. All of them have representative offices in Russia.
However, delivery of equipment, as a rule, is made strictly to order. This is due to the inaccessibility of the pricing policies of equipment manufacturers in wide sources of information. Therefore, the price of a particular machine will have to be found out from suppliers during the order or as a consultation.
Raw materials
The main material for making high-quality shoes is leather. Genuine leather for shoe production is offered by the Moscow factory "Ronnon". In addition, there are many tanneries throughout the country. Among them: Ostashkovsky tannery (Tver region), Russian Leather plant (Ryazan), Smilovichi tannery and others. As a rule, purchases are calculated in tons. At the same time, the most common minimum order is 1 ton, but there are factories that are ready for minimum orders of 300 kilograms. Depending on the type, the cost of leather varies:
- from 100-180 rubles per square meter (cattle leather)
- from 50 – 150 rubles per square meter (suede)
- from 100 rubles per square meter (perforated leather)
Chemical materials for shoe production are provided by Titrus. Among the chemical materials: finishing materials: finishing, liquids, creams, oils, products for treating edges and seams, adhesives, reagents for preparing surfaces for gluing, liquid polyurethanes for the production of soles, paints. Prices must be confirmed with suppliers.
Package
Shoe boxes are produced in special factories that deal with various packaging, ready to make packaging specifically for you, indicating the brand or name of the factory. Among such manufacturers in our country: “Planet Packaging”, “Antek”, “Iris Pack” and others.
Organization of production
The factory must have sufficient space for the installation of equipment and convenient work for operators. The required factory area, including workshops, warehouses and office departments, can be up to 7 thousand square meters. As for operators, not all machines have an automatic mode, therefore, machine workers will be required for almost every machine. For constant, uninterrupted production, you will need a number of operators that will be sufficient to operate the production in two shifts. On average, about 250 people will be required to work in production.
All necessary communications must be connected to the factory: electricity, gas and water supply, telephone installation. It is necessary to take into account the loads, in particular the electrical load, which, due to the operation of the machines, can be up to 50 kW.
Certification
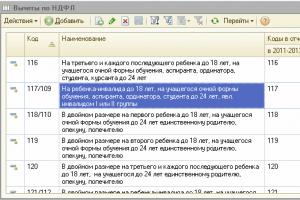
Certification of shoes for adults is a voluntary process, for children it is mandatory. Produced shoes for adults are subject to mandatory declaration. Shoes intended for wear, in addition to sports, national and orthopedic, must comply with a number of GOSTs. Only shoes without production damage, of the same size in pairs, with correctly connected parts, etc. can receive a certificate of conformity and a declaration. All shoes in the Russian Federation are subject to sanitary and epidemiological control.
Sales
As in many other cases of production of consumer products, the best option for selling shoes would be to conclude contracts with large Russian chains such as Ecolas, Tervolina, Aty-Bata and others. There are quite a lot of such networks now, the main thing is that you have a product worthy of the consumer’s attention.
Investments
According to expert calculations, the investments required to create a shoe factory from scratch amount to about 180 million rubles. Moreover, taking into account the internal rate of return of 48%, the payback period will be up to 4 years.
Ilkevich Daria
- portal of business plans and manuals
An entrepreneur considering shoe production as a business idea must be prepared for serious investments and the need to carefully study all the nuances of the industry. In addition, there is high competition in the segment. And if it is quite easy to compete with domestic factories, then to ensure the same high quality as that of European manufacturers, you will have to try. On the other hand, a serious problem can be caused by Chinese suppliers who, not particularly striving for high performance characteristics of goods, offer the lowest possible prices.
The nuances of this business
Shoe production is a costly and difficult type of business to organize. In addition, the entrepreneur must understand technologies and types of products. Otherwise, it is impossible to create a product that can compete with a huge number of domestic and foreign brands. However, new manufacturers are constantly entering the market. This means that if you have original ideas and a carefully thought-out strategy, there is every chance of success.
To do this, you need to decide what kind of shoes to produce. Traditionally, it is divided into women's, men's and children's for everyday wear. There is the highest competition here, and the leading positions are occupied by Chinese suppliers of inexpensive goods. This is why many beginning shoe manufacturers from Russia immediately move into narrower segments - making shoes for the military, athletes, dancers, representatives of various professions, orthopedic, etc.
There are a number of factors to consider when choosing a niche. For example, women's dress and sports shoes have a high cost and also require the organization of high-tech and expensive production. In the case of making rubber boots and beach flip-flops, the start-up costs will be much lower. On the other hand, any investment may be justified if the target audience is correctly identified, a design is developed and brand promotion activities are carried out correctly. By the way, the most successful entrepreneurs are often those who managed to create an original solution and promote it using the principle of viral content.
Another component of success is the ability to follow fashion trends. Even shoes of excellent quality will not be sold in the volumes that a new product from a well-promoted brand can claim. At the same time, do not forget about branding - products should be easily recognizable among their “neighbors” on the shelves.
Raw materials
High-quality shoes can only be obtained from high-quality raw materials. Accordingly, you will need to find bona fide suppliers and sign a cooperation agreement. What raw materials are required depends on the type of shoes being produced. Leather models require good leather. Manufacturers of this material can be searched both in Russia and abroad. The choice is largely determined by the planned production volumes. The minimum order from large suppliers is usually at least one ton of leather. But you can establish contacts with small factories and purchase 300-500 kg. You can familiarize yourself with the list of tannery industries in the Russian Federation, their prices and specifics.
You will also need accessories, dyes, liquid polyurethanes, reagents, creams, oils and other consumables.
Don't forget about packaging. Shoes are sold in boxes wrapped in paper. You can order such containers at the nearest factory of the corresponding specialization. At the same time, the main thing is to think about the design of the boxes - it’s different for different models.
Production of leather shoes
Equipment for the production of
Today in the specialized market there are many manufacturers of a wide variety of footwear of all varieties, and its list is quite impressive. In addition to the industrial conveyor, mechanisms and devices are used that perform certain operations.
Special machines are used for cutting. Hydraulic punching presses and automatic cutting systems are used. These machines require special cutters (dies), which are manufactured individually for a specific shoe model. But this is justified only for industries with high turnover. For small batches, it is more advisable to use hand legs complete with tables, cutting plates, punches, etc.
The main cutting equipment includes:
- twining machines and machines;
- punching press;
- machines for turning leather, lowering edges and rolling backdrops;
- embossing press;
- guillotine for small parts of leather.
Subsequent stages of production will require equipment of various functional purposes. These are machines for forming various components of finished shoes - soles, insoles, heels. Applicable:
- leather peeling machines;
- machines that produce leather edges;
- presses that duplicate additional lining material to increase wear life and improve the quality of shoes;
- glue-spreading machines facilitate the work of gluing tape and soles;
- a machine that bends the edges of the material and trims off the excess;
- equipment for working with different types of braid;
- equipment for volumetric formation of a stripe on a toe (vamp);
- presses that produce embossing and die cutting of the top layer of material to make decorative elements, designs, and ornaments;
- machines that fasten shoe accessories.
The sewing process takes place using industrial shoe sewing machines, which must perform various functions. A full work cycle will require five sewing machines:
- Flat – for assembling small workpieces;
- Core - for assembling bulk workpieces;
- For stitching the lining, use a zigzag machine;
- Heavy class machine - for sewing decorative seams and edgings;
- Repair.
Shoe equipment is divided according to its main purpose:
- moisturizing the heel to give it the necessary elasticity;
- gluing the heel into the workpiece and tightening - forming the entire heel part;
- tightening the sock onto the last;
- lining processing;
- tightening the boot;
- steam finishing and firing of threads with a hairdryer;
- moisturizing the sock;
- smoothing out defects with steam;
- cooling using a refrigerator;
- spraying glue;
- back seam taping;
- around the top layer of material;
- attaching the insole to the shoe;
- sole pressing;
- heel attachment.
The following equipment is required for the final production processes:
- Polishing machine with a rotating shaft and brushes (finisher);
- Device for forming the boot;
- Chamber for painting and applying waterproof components;
- Equipment for gluing soles.
Production technology
The process of making shoes from leather, suede and their substitutes is quite complicated. It provides for a number of operations:
- Cutting. At this stage, parts are cut out of the material. To make one shoe or boot, you may need about 30 or more pieces.
- Making insoles. In some cases, it is more profitable to work with ready-made insoles from a third-party manufacturer. If you decide to set up your own production, you will need to buy a whole range of units.
- Marking of blanks. Marks are applied to the cut parts, along which the seams will be made at the next stage. Next, the edges are fired, painted and sanded.
- Sewing. The parts are sewn together in a certain sequence, then thermoplastic inserts are placed into the blanks, for which the pairs are laced and placed on a metal foot heated to 150 ° C, which is then quickly cooled to -20 ° C.
- Assembly of products. The workpieces are placed on a ruffler, where they are straightened and cleaned of possible contaminants. Semi-finished products are sent to a special oven with a temperature of 60 ° C, and then the excess at the edges is trimmed off. Afterwards, the sole is glued or sewn to the top of the product.
- Polishing and lacing. At the final stage, the shoes are polished with sheep's wool, lubricated with wax and laced by hand.
The shoe production technology is quite complex and requires an extensive fleet of equipment. It is generally not possible to determine its cost and composition, since everything depends on the type and volume of manufactured products. You can get a general idea of prices and assortment on thematic sites, for example, Tiu.ru. The lines of European manufacturers such as Durkopp Adler, FAV, Gilardi, Camoga enjoy a good reputation.
How handmade shoes are made by master craftsmen:
Production of felt shoes
On an industrial scale, felt boots and other felt products are made from semi-coarse sheep wool, which is purchased from sheep farms. On the territory of the Russian Federation, most of them are concentrated in the Volgograd region. You can also purchase wool in Kazakhstan, Uzbekistan, etc.
After delivery to production, raw materials are checked for quality, sorted and placed in boxes. At the first stage, the wool undergoes a special treatment, after which it is aged for 24 hours and transferred to long-needle carding machines. The resulting fibers are loosened on scattering and carding machines. Next, the semi-finished product undergoes chemical treatment and is sent for compaction, resulting in a thick and soft fabric, from which various felt products are subsequently produced.
The felt boots themselves can be made either manually or industrially. The canvas is once again tested for quality and placed in a felting machine, where the final felting is performed under the influence of heated water and mechanical factors. To reduce the process cycle time, sulfuric acid can be used, however, due to its danger to personnel health, this method is used quite rarely.
Afterwards, the felt boots are once again rolled, doused with steam and dried at a temperature of about 100° C, trimmed and submitted for cleaning. The finished felt shoes are placed in pairs, insoles are inserted, packaged and sent to the warehouse. If necessary, at the same stage, products are decorated with embroidery, appliqués or other methods. There are also models with rubberized soles, which are “applied” by vulcanization.
To open a small workshop for making felt boots, you will need to buy a carding machine (about 150 thousand rubles), a steam press (about 30 thousand rubles), a washing machine (90-100 thousand rubles), weighing equipment (10-12 thousand . rub.). 2-3 people are enough to service the workshop.
Large-scale production will require more significant investments. A set of equipment with a capacity of 50-70 pairs of felt boots per shift will cost 800 thousand - 1 million rubles. You may also need an embroidery machine and a machine for vulcanizing soles.
The above equipment makes it possible to produce felt boots of different colors and models. Additional income can be obtained by producing decorative goods from felt, shoes for fishing, tourism, boots with soles and other goods. For example, these could be car or door mats, slippers, bags, insoles, vests, and treatment belts.
Production of rubber shoes
This industry has prospects in the Russian Federation, since many regions are characterized by heavy rains. Also, such products are an integral part of the uniform of representatives of many professions. As an example of a successful business, we can cite such domestic manufacturers as Pskov-Polymer, PC KhimProm, Dailos LLC, Tomsk Rubber Footwear Plant LLC, PKF Duna-Ast LLC and Sardonyx LLC.
Work on creating rubber boots begins with the development of models, which will require the involvement of a technologist and a designer. Modern shoes should be durable, comfortable and beautiful. There are three ways to make rubber shoes - assembly (by gluing), stamping and molding. They differ in the number of parts and how they are connected. The largest number of elements contains glued shoes like galoshes (13-21 parts). The other two methods make it possible to reduce the number of elements by 3-4 times.
The process begins with the production of sheet rubber. To do this, a mixture of rubber, filler, vulcanizing agents, reaction catalyst, pigments and regenerate is placed on calenders, where sheet rubber is formed for the manufacture of shoe upper parts. The sole is cut out of a special profiled sheet of rubber. Also, textile materials are coated and covered with a rubber mixture on the calenders. However, to increase production profitability, it makes sense to use PVC instead of rubber. This material is 25-30% cheaper than a rubber base, and in terms of consumer properties it is in no way inferior to it.
The materials used for the manufacture of internal and intermediate parts are rag mixtures with the addition of unvulcanized rubberized textile scraps. Various cotton fabrics are used to make linings, backs, insoles, socks, and decor.
When it comes to the production of rubber boots, boots and shoes, the most common method is the molding method, where the creation of the frame and the vulcanization of the products are carried out simultaneously. At the first stage, the parts are cut out. Then a kind of “stocking” is created from textiles, which is put on a metal block and “wrapped” with rubber elements. The preform is placed in the mold of a vulcanizing press, where the rubber is converted into rubber. Next, the shoes are sent for trimming and pressing, undergo quality control, are packaged and sent to the warehouse.
Molding method:
The average cost of a production line is about 2.5 million rubles. There is no need to save money, since the characteristics of the equipment determine the quality of the final product.
Production of sports and special footwear
The production of sports shoes differs significantly from the production of other types, first of all, by the use of complex modern technologies and the high cost of equipment, raw materials and accessories.
Technologies are used here to make shoes as comfortable, light and stylish as possible, as well as provide them with special features. The main difficulty is that existing manufacturers are in no hurry to disclose information about their own developments, so a new market player will have to invest a significant part of their funds in finding their own solutions. And it's expensive.
An example is the recently introduced 3-D printing technology, which is used to create sneakers that perfectly follow the line of the foot. Today, mass production of “printed” sneakers is just being introduced by Adidas, but there are prerequisites that in a few years the solution will be released to the masses.
Another example of innovative implementations is Nike's Flyknit technology. Shoes are made using continuous weaving, without lining or textile inserts. This allows you to minimize the number of seams that can cause discomfort during intense sports.
Creating the solutions outlined above requires significant financial resources. At the initial stage of activity, it makes sense for a sneaker manufacturer to work with traditional materials, as well as select several patterns that satisfy the needs of the selected target audience.
Classic sneakers contain three structural elements - the upper, midsole and main outsole.
For sewing the upper, natural and eco-leather can be used, as well as mesh materials made from nylon and polyester threads, the characteristic feature of which is low weight and excellent breathability. The difference between leather sneakers made from natural and synthetic materials is the ability of the former to deform during use. The latter are more durable and hold their shape better, but have lower air permeability. There are also a number of specialty sneaker upper fabrics designed to meet specific needs.
The midsole is necessary to provide comfort during active loads, cushioning and support of the foot. That is why the characteristics of this element determine how popular a particular model of sports shoes will be. The following materials are most often used to produce midsoles:
- Philo. It is a lightweight foam composition made from EVA granules with excellent shock-absorbing properties and the ability to take any shape.
- Polyurethane. Some time ago, due to its strength and hardness, the material was in demand in the production of sneakers. However, now, with the advent of new solutions, it is used less and less - primarily due to its heavy weight.
- Filayt. The composition is obtained by adding rubber to phylon. This makes the shoes somewhat heavier, but in return increases their elasticity.
- EVA. Lightweight, flexible and inexpensive material that is often used to produce budget sneakers. Over time, under the influence of the wearer's weight, air is displaced from the foam, and the sole ceases to perform its functions.
Professional sneaker models use more complex materials, such as Lumarlon, Nike Epic React and others.
For the manufacture of the main sole, the main function of which is to provide high-quality grip on the surface, there are also many options. The most budget-friendly of them all is Duralon. It is made from synthetic rubber using the blow molding method. The products cannot boast of durability, but they have excellent shock-absorbing ability.
Another rubber compound is BRS 1000. To make it, carbon is introduced into synthetic rubber. The result is a durable material ideal for running shoe bases. Soles made from the DRC rubber compound are highly durable and can withstand almost any load, which is necessary in sports disciplines such as tennis and athletics.
In cases where it is not possible to experiment with different materials within the line, you can use a universal material - pure rubber. It is obtained by mixing several types of rubber of artificial and natural origin. Thanks to its reliability and good grip and low cost, this solution can be used in almost any type of sneaker.
As you can see, the production of special footwear is one of the most complex and costly segments of the industry. However, this is where you can count on maximum profit.
Enterprise registration
The scale of shoe production depends on the desires and capabilities of the entrepreneur. This could be a small studio, a medium-sized enterprise or a large factory with an assortment of several hundred items. Accordingly, different documents will be required. For an atelier, status is enough, in other cases it is necessary. This will allow you to work with large batches of products. A lawyer will help you decide on the choice of taxation system.
When registering, you will need to indicate OKVED-2 code 15.20 “Footwear production”. This will make it possible to produce all types of shoes and parts for them, except orthopedic, asbestos, roller skates and figure skating skates.
Careful attention must be paid to registering the company name and logo. The name should be easy to remember and preferably not too long. When choosing a name, you need to take into account the presence of restrictions. First, you need to make sure that another entrepreneur has not already registered a similar name. Secondly, when using the names of cities, countries and some other constituent entities of the Russian Federation, the law requires obtaining permits, which will entail costs. The name must be registered in Russian, and, if desired, in English and other languages. If an entrepreneur does not have experience in preparing such documents, it is advisable to contact a specialized company.
All types of shoes are subject to sanitary and epidemiological control. The manufacturer of children's shoes will have to obtain a mandatory quality certificate. In the case of adult products, certification is voluntary, but a declaration is still required. In addition, products must comply with state standards.
Product certification
The procedure for certification of footwear in the territory of the countries of the Customs Union (CU) is required not only during production, but also during trade. For adult men's and women's shoes, certification is not mandatory. Obtaining compliance documents is mandatory only for children. It is imperative to have the necessary documents certifying that the product of production or sale is of impeccable quality.
For an adult, this may be GOST or technical specifications (TU). Today GOST 26167-2005 is in force, for children - GOST 26165-2003.
Certification involves checking shoes for quality, product characteristics by name, age, gender, type, raw materials and components used for the bottom and top of shoes, seasonality, methods of fastening parts, and finishing. It also includes the characteristics and presence of an insulating lining.
(Graduate work)
n1.doc
Chapter 4Development of new shoe models
1. Stages of creation and approval of new models
The development of new shoe models must be carried out according to a specific system that allows taking into account all the given conditions for creating comfortable and appropriate shoes.
The entire journey of a new shoe model from sketch to buyer takes at least one and a half years. Shortening this path is the task of the country's footwear industry workers.
The design process includes the following stages: drawing up technical specifications; collection of information; analysis of information in accordance with the recommendations of the Aesthetic Commission on Fashion and Clothing Culture of the Scientific and Technical Council of the Ministry of Light Industry of the USSR on the promising direction of development of assortment and fashion; selection of pads and materials for design; development of a general type of shoe - sketch; selection of a sketch for designing a model and its approval by the technical council of the enterprise; development of the project - drawings and details, taking into account the preliminary technical and economic assessment; feasibility study of the project; selection of designed materials; monitoring the assembly of the top blank and making the necessary adjustments to the drawing; monitoring the formation of the top blank on the block and making the necessary adjustments to the drawing; repeating the experiment (if necessary); carrying out preliminary tests (evaluations) of prototypes of products.
The approval process for new models includes review of the finished shoe sample by the technical council of the enterprise; clarification of technical and economic indicators and repetition of the experiment (if necessary); designing a color card for each model, taking into account the fashion range, purpose of the shoes and customer demand; approval of the sample - standard shoe of a new model at the artistic and technical council (ATC) of the USSR Ministry of Light Industry. The process of introducing new models into production includes the following stages: participation in an industrial fair; drawing up a schedule for introducing models for the year; testing the optimal dimensions of parts as a result of repeating experiments on the production of shoe upper blanks and molding them on the last in the experimental and production workshops of the enterprise; clarification of technical and economic indicators (determining the final material and labor intensity of the model); serial reproduction of model parts templates; preparation of documentation for the manufacture of cutters; checking a certain number of pairs of shoes made in production conditions, in average and extreme sizes; implementation of a new model in the production workshop under the supervision of a fashion designer and technologist.
2. Methodology for modeling from a sketch
A sketch is an artistically designed image of the intended shoe design, displaying the appearance and basic design idea. The developed sketch must clearly reflect the features of the shoe being designed: the shape of the last, the height of the heel, the configuration of the external parts of the top and bottom of the shoe, as well as identify the characteristic lines and proportions of the model’s parts.
For each technical task, several sketches are developed, which are different versions of the plan.
When considering sketches, attention is paid not only to their aesthetic merits, but also to economic and technological factors. Visually, you can determine the complexity of the configuration of parts, their mutual placement, the complexity of manufacturing the upper of the shoe and the shoe as a whole. Models whose details are drawn on a rigid shell or cast may be submitted for consideration.
The most common system for modeling shoe uppers is a combined one, in which obtaining a conditional scan of the side surface of the last is combined with applying a model drawing on it in accordance with the sketch. In the drawing, the contours and dimensions of the parts are adjusted relative to the control points and lines, as well as the allowances for stitching and tightening are calculated, taking into account the thickness and deformation of the parts. An example of work based on a sketch is the design of a model of women's open shoes using stitch-and-glue and adhesive fastening methods.
A variant of the copy-graphic modeling system based on a sketch is to apply a drawing of the model to the block, transfer it to the URC template from tracing paper, and then to the drawing and further adjust the contours and dimensions of the parts relative to the base and control lines based on a thorough analysis of models of similar designs operating in the given production shoes
When developing strap-type shoes, a copy modeling system is common. The development of moccasin and boat design models is most often carried out using a rigid shell.
In all cases, it is necessary to take into account the anatomical structure of the foot, technological and economic indicators of the designed shoes.
3. Methodology for constructing a control drawing of the main structures of the shoe upper
The control drawing of the upper model is the final stage in the development of a new model and contains basic information about it. The control drawing is carried out according to the corrected detailing and verified URC. Parts that have a fold line are made in unfolded form, indicating the size of the allowances, the number of lines and the distance between them.
After entering the URC into the coordinate axes and drawing the base and control lines, the position of three reference points is determined (Fig. IX. 1, A). For the main designs and types of shoe uppers, the following points are determined: 1 - standardized tightening allowance at the heel; 2 - allowance for the thickness of the fitting parts at the point of greatest convexity of the heel contour of the URC; WITH- vamp point, taking into account the design features of the model.
The first and second points (Fig. IX. 1, b) found in the drawing first. Third point WITH determined on the contour of the URC after combining the parts with the drawing (Fig. IX. 1, V). To do this, the original parts are fastened together along the intended stitch allowance lines using paper clips or rubber glue, forming a ground model. The glue is applied at two points so that the parts can be easily separated after drawing. The heel contour of the soil model is combined with the points 1 And 2 , and the marked point WITH- with the contour of the URC. At the same time, the position of the heel contour relative to the points is controlled 1 And 2 .
WITH
Rice. IX. 1. Scheme for constructing a control drawing of the top model:
a - assembly parts of the boot (ground model); b - drawing reference points 1 and 2; c - inscription of the soil model. Determining the position of point C in model designs; g - with side-by-side boots; d - with an adjustable vamp (similar to pumps with a central elastic band); e - with side elastic bands (including “loafer”); g - without special fastening on the foot (in shoes)
Having aligned the soil model with the three named points, the parts are outlined along the outer contour with a sharply sharpened pencil, and after separation - along the entire contour. In this case, invisible lines of allowances and contours of parts are outlined with a dashed line (see Fig. IX.1, A And V).
N  and fig. IX. 1, G-and the position of the point is given WITH for models of standard designs. When performing control drawings of shoes, low shoes and open shoes, points IN P
And IN T
(not indicated in the figure) must correspond to the dimensions specified in the state standard.
and fig. IX. 1, G-and the position of the point is given WITH for models of standard designs. When performing control drawings of shoes, low shoes and open shoes, points IN P
And IN T
(not indicated in the figure) must correspond to the dimensions specified in the state standard.
In the control drawing, the originals are outlined with a main line, and allowances for processing the visible edges of the parts are outlined with a thin line. All dimensions of parts and allowances are indicated according to the drawing, taking into account the thickness of the pencil (Fig. IX. 2). In the control drawing, it is recommended to make a model passport in the form of a table (see Table IV. 3).
The simplest option for performing a control drawing is to construct a drawing of parts in an assembly according to the technological process and inscribe a conditional development of the block into the ground model, focusing on the points 1 , 2 and C (see Fig. IX. 1, A). The purpose of constructing a control drawing is to check the position of control points according to the state standard, check the dimensions of allowances for stitching and tightening, analyze and justify the position of point C and the inflection line of the vamp.
N
Rice. IX. 2. Control drawing of the top model
and in the control drawing, the URC can not be rotated, except for the drawings of shoes and boots.
To construct a control drawing of the lining, its parts are assembled in accordance with the technological process using paper clips or glue and combined in the drawing with the outline of the outer parts of the top. In this case, it is necessary to take into account the design rule for internal parts - the perimeter of the lining without allowance for seams and processing is always less than the perimeter of the external parts. The guideline is the contour of the upper edge of the boots, which should match the parts of the top and lining.
The control drawing of the interlining is carried out in accordance with its design.
4. Methods for finishing shoe uppers
P  When developing new shoe models, various types of finishing on the top and bottom of the shoe are used to decorate them.
When developing new shoe models, various types of finishing on the top and bottom of the shoe are used to decorate them.
The parts of the shoe upper are finished before the workpiece is assembled. The main purpose of finishing operations is to improve the appearance of shoes and their decorative design. Finishing the upper of the shoe allows you to diversify the range of all its types. The correct selection of proportions of the main parts and finishing allows you to create a composition of shoes of various style solutions. Stylization is the creation of a certain image or imitation of a form. The importance of stylization is especially great in children's and summer open shoes. For example, house shoes with ears that resemble a bunny; segmentation of the boot top, reminiscent of a squirrel; the shape of the cutouts imitating strap shoes, etc.
The types of finishing used can be divided into three main ones:
Finishing that is part of the structure (Fig. IX.3): combination of materials in color and texture; bizik, inserts, turn-ups, corrugated stitching and leather-covered elastic bands, soft turn-out top edge, ties, rubber support-gathering, pintucks, rustic (tweaked external) seams, as well as working accessories (blocks, hooks, buckles, loops, etc.)
Rice. IX. 3. Shoe models with finishing that is part of the design
buttons, zippers). Without the specified finish, you cannot use the shoes or receive a finished sample.
Finishing applied directly to the parts of the shoe upper: perforations (Fig. IX.4), decorative and openwork stitches, cut-offs and curly cuts, embroidery, embossing, silk-screen printing, tinting. Perforation can look like a separate “bush” or stylize the image, or it can complement decorative stitching.
In the compositional design of shoes, graphic elements are of great importance: trademark and marking. Trademarks serve to distinguish the products of different enterprises. They are applied to the outer or inner parts of the upper, as well as on the insole or outsole. There are verbal, pictorial or combined and three-dimensional signs.
ABOUT  3D marks are applied to the soles during their manufacture.
3D marks are applied to the soles during their manufacture.
Depending on the purpose, material, type and group of shoes, individual types of finishing or a combination of them can be used.
Rice. IX. 4. Perforation patterns


5. Shoe modeling on one design base
The base is the basic details of the shoe, which remain unchanged when the appearance of the shoe as a whole changes. The base can be the parts of the top and bottom of the shoe.
Basic modeling allows you to expand the range of created shoes by diversifying decorative elements and speed up their introduction into mass production. This achieves a significant economic effect (reducing costs for developing models, making templates and cutters, for technical documentation, etc.). When changing the division of parts, the base of the outer parts of the shoe upper is disrupted, but the base of the lining is preserved, which also gives an economic effect in the production of shoes.
In Fig. IX.6 presents four SUP models
Rice. IX. 6. Models of boots on one design base A
ozek on one design basis A. When creating a diverse assortment of shoes on one design base, a big role is played by the finishing of shoes in the form of decorative stitches, perforations, fittings, overlays, lapels, fur trim, selection of different materials by color or texture, embossing, bizik, silk-screen printing, holding.
When using decorative fittings to finish the top, it is necessary to take into account the clamping device of the plantar-attachment equipment and other devices.
6. Designing a moccasin upper design model
Moccasins are shoes in which the upper parts cover the entire footprint or its front part and extend to the side surface, fastened to the oval insert using hand-woven cord or moccasin seam.
In the first case, the workpiece is complete, and in the second, in the toe-beam part it has a three-dimensional shape.
AND  the hard shell is removed from the last, on which the intermediate and internal parts of the shoe are attached. Most often, shoes of the moccasin design are made without lining in the toe-beam part and with upper parts covering only the front part of the footprint. Therefore, in the heel part, the blank is molded with a rigid heel and with the main half-insole, which is designed to overlap with the upper cut out on the footprint at the point P"(Fig. IX.7). The hard shell is removed from the side surface of the pad and from its trace, after which they are glued together with perchlorovinyl glue. If the shell is made of fabric, then first they cover the side surface of the last, trim off the excess along the edge of the footprint, and then glue the insole.
the hard shell is removed from the last, on which the intermediate and internal parts of the shoe are attached. Most often, shoes of the moccasin design are made without lining in the toe-beam part and with upper parts covering only the front part of the footprint. Therefore, in the heel part, the blank is molded with a rigid heel and with the main half-insole, which is designed to overlap with the upper cut out on the footprint at the point P"(Fig. IX.7). The hard shell is removed from the side surface of the pad and from its trace, after which they are glued together with perchlorovinyl glue. If the shell is made of fabric, then first they cover the side surface of the last, trim off the excess along the edge of the footprint, and then glue the insole.
On the prepared shell (Fig. IX.7, A) apply a drawing of the model so that the edge of the insert coincides with the edge of the side surface of the toe part of the block. The deepening of the insert is determined in the same way as for a shoe model without special fastening. To do this, it is enough to connect a point in the middle of the trace, transferred to the side surface with a slope on the slope of the ridge and on the resulting line CL" find a point G. The line of the upper edge of the shoes is drawn along the line IN T G. Full stop IN T
determined according to the state standard. Then draw a line dividing the shell into the outer and inner sides and determine the position of the line about
Rice. IX. 7. Shoe design diagram for rigid shell moccasin construction
treza berets de. Puncture points are marked on the side surface P in bundles of pads. The outline of an oval-shaped cutout is applied to the trace of the shell (Fig. IX.7,
b), turning into a tightening allowance: 18 ml in the shank, 15 mm in the heel. The depth of the cut should allow for good shaping, but not deeper than the point P " per sec. 0.73 L. To flatten the shell, it is divided: the excess is cut off, the insert is cut out, the main part of the shell is cut along the line of the middle of the heel curve, along the edge of the last trace on both sides until flattened at points And and along the cutout of the trail; cut the insert (Fig. IX.7, V) along the line Vv until flattened at a point b.
In the heel part of the main part of the shell, two or three cuts are made along the line of the insole rib beyond its edge by 15-20 mm and one cut is made at the point of maximum convexity of the heel N c (Fig. IX.7, G). In the front part of the shell, cuts are made normal to the contour of the insole rib, the distance between cuts is 8-10 mm. The cuts in the toe-beam part should not extend beyond the edge of the mark.
To construct an oval insert, the axis of the cut insert template at points V And b(see Fig. IX.7, V) combined with axial OH in the drawing and then trace its outline and the overlay of the cut part along AT 6. Overlay adjustments are made by rotating the insert at the point b so that point IN took place on the axis OH alternately from the outer and inner sides. At the same time, the perimeter of the inserts is reduced G"vG" up to 2%, which is adjusted at points G" by restoring the perimeter.
Correction of the heel part of the main part is carried out according to the accepted methodology. In the toe part, the darts are not adjusted, therefore, when stitching the vamp with the insert on the vamp, gathers are formed, which creates a three-dimensional shape of the toe part of the shoe. In bundles, a line is drawn through a point ABOUT(see Fig. IX.7, G) per sec.. 0.62 L, from which the darts to the ankle boots are summed up. After adjusting the vamp for the amount of darts? it is necessary to straighten its contour cN along the stitching line with the insert and along the tightening edge (add accordingly ss" and turn down yy").
Taking into account the deformation of the vamp during molding, its dimensions are reduced by 2%. To do this from the point ABOUT draw rays to the contour of the vamp. The length of each beam is reduced by 2%, and after connecting the points, the vamp is detailed. In order for the workpiece to be molded well to the block, at the point IN T
a notch is made by 5 mm and the boots are reduced by the amount ∆ l b for deformation up to 5% along the heel contour.
7. Designing an oval shoe upper model
insert and valve
Having received a conditional spatial development, as shown in Fig. III.17., the construction of the top parts is carried out according to the accepted methodology. The oval insert can have a different shape at the top of the workpiece. In Fig. IX.8. a model of a low shoe with adjustable boots and an oval insert that turns into a valve is presented.
 Initially, the upper part of the insert B"g is designed similarly to the tongue of a low shoe with adjustable boots. To construct the valve, the position of point B" is determined - the height of the tongue of the insert on the instep of the foot and its width B"g is designed. Then the original contour of the tongue is transferred by turning it to the inflection line of the oval inserts in position B "g".
Initially, the upper part of the insert B"g is designed similarly to the tongue of a low shoe with adjustable boots. To construct the valve, the position of point B" is determined - the height of the tongue of the insert on the instep of the foot and its width B"g is designed. Then the original contour of the tongue is transferred by turning it to the inflection line of the oval inserts in position B "g".
Rice. IX. 8. Scheme for designing a low shoe with a valve
By connecting point r with straight lines to points B and G, the contour of the upper part of the ankle boots is copied onto tracing paper and transferred down relative to the line rG, which is the fold line of the upper part of the deployed valve. The width of the tongue B"g should ensure the fit of the finished shoe. It can be calculated similarly to the side elastic. Moreover, the distance Bg should be equal to two distances between the rays of the angle a drawn through point B.
Such a development can fit into the coordinate axes with its outer side. After designing the external parts, a similar construction is carried out on the internal side. Allowances for seams and tightening are determined according to the accepted methodology.
8. Designing a pump upper model based on a hard shell
Pump shoes are a flat type. However, the requirements for the position of the edge on the block and the possibility of using overhead tongues and cross-lifting belts make it possible to use a conditional development, flattened like a semi-flat workpiece (Fig. III. 15). Moreover, for pump shoes the angles a are significantly smaller than the angles for a flat workpiece (Section III. Chapter 2. §3). When the shell is flattened with small angles a, the designed model has a better fit along the edge of the ankle boots and the cutout of the vamp, and vice versa.
To improve the fit of the ankle boots on the inside, when modeling on a rigid shell, it is not necessary to turn the heel - you need to choose the right angles a. Based on an analysis of existing models over a number of years, it has been established that the angle a on the inside for pumps is 2 degrees less than on the outside. This difference can be set for any pad used. To do this, after cutting, the rigid shell is aligned with the OU axis without preliminary application of corners. The wings of the shell are laid randomly until they are flattened, points He and point H are marked on the OU axis and the resulting angles are measured. To obtain a conditional development, flattening is performed with angles a smaller than those obtained during verification, according to Section III. Chapter 2. §3. In this case, the angle for the outer side is taken as a basis, and for the inner side it is reduced by the difference obtained during testing.
The heel contour of the shell is reduced to an identical one.
Drawing the boat model is carried out similarly to the accepted methodology in Section III. Chapter 2. §3 and in section V. chapter 11. §2. When constructing a drawing of parts, the necessary adjustments to their dimensions are made according to the specified methodology.
Chapter 5
Model laboratory
1. Model laboratory equipment
When preparing a model for implementation, the need arises to make special templates: for cutting, for the cutting machine, for cutters. Templates for manual cutting are made from cardboard. The edges of the templates are reinforced with varnish if no more than six pairs of shoe uppers are being cut, or with a special edging wire. By using thick, thick cardboard, you can avoid edging its edges by coating them with varnish twice. Increasing the level of modeling leads to a reduction in the number of experiments (samples), eliminating the need for a mass experiment. However, for mass manual cutting of dress shoes produced in small series, cardboard templates are edged. The area of the cardboard templates should be reduced by the thickness of the edging tape. To grade a series of templates, metal templates of the original size are made, duplicated with cardboard. Cardboard templates should not protrude beyond the edges of metal ones, so their area is reduced by 2 mm along the entire perimeter.
A series of metal templates are made for the cutters, the area of which must correspond to the serial originals, as this affects the material consumption during cutting. Pin buttons are attached to cardboard templates used for manual cutting of shoe upper parts. When cutting parts made of material, marks from the tips of the buttons remain on them, which serve as a guide when assembling the workpieces. When cutting yufti, larger buttons are used, and for cutting thin leather with a smooth front surface, smaller ones are used. Holes are cut out of cardboard and metal templates for fastening the former into sets and for bolting the latter when grading using metal templates. To produce the listed templates, templates for making matrices and other equipment, special small-sized equipment is used: pattern scissors, edging machine, machine for punching holes, machine for inserting pin buttons, etc.
2. Organization of the worker
fashion designer places
The design department includes an assortment room, model and block laboratories. Each laboratory department must be equipped with special cabinets and work tables.
In the assortment office, samples of current and future shoe models should be stored on special stands. For meetings of the technical council of the enterprise and demonstration of developed shoe samples, it is advisable to have a podium with built-in or folding shelves for record-keeping. In the last laboratory, in special cabinets, samples of lasts and heels being introduced into production and new styles, templates for their production, shoe samples, sections of various fastening methods, skeleton and plaster casts of feet and special literature should be stored. In the modeling laboratory, samples, mock-ups, upper blanks and individual shoe assemblies should be stored in special cabinets; samples of lasts and heels, plaster skeleton of the foot and casts of feet with different elevations of the heel part from the supporting surface; samples of fittings and materials, as well as magazines and other specialized literature and documentation. The vacuum apparatus must be equipped taking into account safety regulations. The fashion designer's work table should be convenient for both sitting and standing work, since it is recommended to perform detailing of models with a knife while standing, if the cutting board is not tilted. The design of the table should ensure the rational organization of the fashion designer’s work.
The cutting board should be a wooden end board. It is advisable to place it in the center of the table. The table should have a small recess so that the working tool lies on its surface. In addition to shelves for storing tools, blocks, hard shells, envelopes with original parts, each table should have a chute on the left side for storing scraps and cardboard. The table must be equipped with an individual lamp. The tool on the working surface of the table must be placed in a certain order: on the left there should be a ruler and a measuring tape; on the right - a knife, a compass, a measuring tool; in the middle - an awl, a block, pencils. In small enterprises where there is no division of labor among modelers, a special room should be allocated in the model laboratory for a cooling machine and other equipment necessary for making templates.
3. Features of the work of a fashion designer
In solving the tasks in the field of increasing production efficiency, expanding the range and improving the quality of footwear, a special place belongs to the department of modeling and design of footwear. Its functions include work on studying demand and fashion forecasting, conducting pre-design research, designing new and improving manufactured shoe designs, testing and introducing into production newly developed products. The development of a new range and its introduction into production is carried out by different departments. In addition, a number of shoe companies have created promising groups of artist-designers who are developing new types and designs of shoes.
Fashion designers working on the creation of a new range of footwear receive a task that contains all the initial data for developing a specific range of shoe models. Fashion designers working on the introduction of models into production check the manufacturability of new models and designs of shoes, their technical and economic indicators and prepare documentation for implementation. This division of labor allows us to pay more attention to developing a new range and improving its quality. Significant assistance to fashion designers is provided by technologists who develop the optimal technological process for the manufacture of each shoe model. Both the creative and design work of fashion designers requires constant training, development of taste, knowledge of production and economics. At least once a month, fashion designers have creative days to collect information. The profitability of manufactured shoes, the rhythm of the enterprise’s work, and its further improvement and development largely depend on the rational organization of work in shoe modeling departments.
4. Features of designing upper models
shoes made of artificial materials
Artificial and synthetic materials for shoe uppers are widely used in the shoe industry to create shoes of all types, seasons of wear and age and gender groups, except for shoes for children (0-3 groups). In our country, the following are made from artificial materials: shoe uppers - 15%, linings - 30%, toe caps - 90% of the total shoe production and many parts of the bottom. Every year the range of artificial and synthetic leathers and their scope of application expands.
The uniform properties and shape of the artificial roll materials being cut make it possible to use a computer to calculate the optimal options for cutting. Synthetic and artificial leather differ from natural leather in physical and mechanical characteristics and hygienic properties. Mechanical replacement of one material with another is unacceptable, as it may negatively affect the consumer properties of the product. This determines the features of design, modeling, manufacturing technology and operation of shoes. The elastic-plastic properties of artificial and synthetic materials differ significantly from natural leather. Large stretching during stretching operations not only causes large elastic deformations (relaxations), but also leads to disruption of the facial covering and rupture of the material. After molding the upper blanks from artificial materials, the parts tend to restore their original dimensions, especially in the toe area. Therefore, to mold the top of blanks made of artificial and synthetic leather, lasts with a more filled toe shape and with an increase in volume in the bundles should be designed, manufactured and used. According to accepted industry standards, lasts with an increase in volumetric dimensions by one fullness are used for the manufacture of insulated and non-insulated shoes with uppers made of artificial materials.
Models should be developed from artificial materials with cut-off parts fastened with stitching or stitching seams in order to give the semi-flat workpiece a spatial shape. In order to minimize the relaxation dimensions in finished shoes, it is recommended to increase the tightening allowance by 3 mm during design. This is due to the need to weaken the springs of the pincer mechanisms to reduce the extraction of material during molding. To reduce ductility, the outer parts of the upper are glued with an interlining. An interlining is also glued onto a lining made of knitted fabric backed with foam rubber to protect the lining from tearing during molding. The interlining is designed only for the parts adjacent to the block during molding. The visible edges of the outer parts of the upper made of artificial and synthetic leather must be processed into folding or edging, except for synthetic leathers on a fibrous and combined basis, which are allowed by GOST to be processed for painting. In shoes of the strap type, it is allowed to perform extended bending of the straps end-to-end without the use of a lining.
Synthetic leathers should be used on the uppers of insulated shoes with faux fur lining, woolen and wool blend flannel and fabrics such as technical cloth. For the lining of non-insulated shoes and boots, fabrics such as corduroy should be used, and for low shoes - natural lining leather. In summer shoes with an upper made of artificial materials, as well as in the heel of unlined sandals made of natural leather, it is allowed to use a lining made of artificial and synthetic leather according to samples agreed with the consumer. To reduce folds along the trail of tightened shoes on the tightening edge of the outer and inner parts of the upper, notches and corrugations with a depth of 6-8 mm should be designed. Shoe uppers can be made from artificial leather by simultaneous welding and cutting out parts from several layers of thermoplastic materials in a high-frequency field. Thus, it is possible to produce entire shoe upper blanks: for example, a strap type, with large die-cuts, and individual parts: bows, buckles. You can simultaneously emboss and perforate parts.
5. Consumer properties of shoes
Any product has many properties. Properties are objective features that can manifest themselves at any stage of the product life cycle: design, manufacturing, distribution and consumption (operation). Consumer properties are the objective features of a product (shoes) that manifest themselves in the process of consumption and ensure the satisfaction of specific human needs. The range of consumer properties depends on the functional purpose of the product. Shoes serve to protect a person’s foot (or foot and lower leg) from environmental influences. During use (consumption), shoes can have a positive or negative effect on a person. Thus, the positive qualities include the heat-protective properties of winter shoes, and the negative qualities include heaviness. By their nature, properties are divided into physical, chemical, physicochemical and biological. Physical properties include:
mechanical (strength, deformation, hardness, fatigue, etc.);
thermal (heat capacity, thermal conductivity, etc.);
optical (color, shine, etc.);
general physical (mass, density, porosity).
functional;
ergonomic;
aesthetic properties of the product, as well as its reliability and safety. Consumer properties can be divided into simple and complex. Simple ones are not divided into smaller ones, but they themselves can be components of more complex properties. Complex, or complex, they have several components. For example, a simple property of a shoe is its weight, and a complex property is wear resistance, which includes resistance to repeated bending, compression, stretching, moisture, sweat, and abrasion resistance of the sole.
What is the difference between designer and factory shoes?
Many people believe that good shoes do not have to be designer and that mass production is practically no different if it is well established and quality is controlled during the manufacture of each pair.
If we talk about serious companies, and we will talk only about them, then high-quality, branded and designer shoes are what people who value comfort, convenience, fashion and beauty need. However, there are quite significant differences that you need to know and consider when choosing your ideal pair. And we need to start with production.
Designer shoes from A to Z
The main and most important thing in production is labor intensity, the involvement of several specialists, long production times, exclusive materials and design. In a little more detail, each model goes through several stages: sketch (artist-designers), coordination of appearance (designer and shoemaker), selection of material (shoemaker), selection and production of a unique last (master specialist), cutting and assembly (specialists ). It is worth noting that there is no automation here at all, and all stages are carried out in “manual mode”.
Each of these stages is quite costly in terms of time and effort. For example, in order for the leather to be as soft as possible, stretch easily and have increased wear resistance, it is kept on a block for up to 4 weeks! Then fastening the sole, which is done only by specialists of the highest level, because... In the event of any failure, it will no longer be possible to save the couple. Finishing (gluing, stitching), applying logos, special impregnation...
Again, if there are special wishes or requirements for the design (hand embroidery, “aging”, carving, degradation, etc.), then the period can stretch for a very long time.
Designer shoes go through all the stages every time, including the irrepressible imagination of the fashion designer and the professional hands of highly qualified craftsmen.
Mass production
There are several manufacturing options here and, of course, each of them affects not only the individuality of the models, but also the quality, volume and methods of sales.
Factory produced in large quantities
At plants and factories, a design is developed, a regular last and material are selected, automation is set up, and each model is manufactured in quantities of up to 10,000 pairs. Sold wholesale to warehouses, stores, and shoe chains.
Factory production in medium volumes
It can be manufactured in the same or smaller workshops, in private companies. Often the same materials and pads are used, but the volume is much smaller. Sales are carried out in our own stores.
Designer
First, only one model is manufactured and sent to the customer for approval. After approval, exactly the number of pairs and sizes he needs are made.
Custom designer shoes
Production takes place in a single copy, taking into account all specified parameters (non-standard foot, concert costume, special requirements, etc.)
And finally. Due to the enormous competition and complexity of sales, most shoe manufacturers carefully monitor the quality and fashion trends, and therefore we can only say one thing: love yourself and your feet, and choose only those models that make your gait fly and your mood excellent. But designer shoes or not is not that important...
Today, the Russian shoe market is highly dependent on foreign manufacturers. The rapid increase in prices for imported shoes attracts an increasing number of buyers to domestic manufacturers. Therefore, entrepreneurs can think about opening their own shoe factory.
Shoe production technology
All technology is divided into stages. The first stage of shoe sewing begins in the cutting shop; the components of the shoe are made from prepared leather. They are cut out using a stencil and a special die-cutting press. In the same workshop, insoles for future shoes are cut. First, a special fabric is pressed to form an insole, then the edges are sanded, glued with rubber glue and put through another press. The next stage is the marking process, here the seam lines are drawn. After this, the blanks are sent for firing, after which the edges are thin and pliable for further work.
The next stage is the sewing workshop. Using special machines, prepared parts are sewn together. After connecting them, thermoplastic inserts are glued in to keep the shoes in their original form. After all the main processes, the workpiece is processed by a machine that prepares it for gluing the real sole. The sole is prepared in a special oven, after it is glued to the shoe, the excess parts are cut off. This stage is the final one. After this, the shoe is polished with wax and the laces are inserted.
Cutting shop
To obtain the parts of the future boot, two punching presses are needed. One for working on the upper parts of the shoe, the other for the lower parts.
Video about cutting:
Insole production
Shoe insoles are most often purchased separately. To produce insoles, you need a press to form them, a machine to grind the insoles and to apply glue to them.
Procurement area
For this section, several machines are needed: a double-belt machine, which aligns the top parts, making them the same thickness; for branding details; for lowering the edges of parts; for duplicating parts of shoe uppers, linings and thermo-adhesive materials.
Sewing area
For the sewing area you need: sewing machines; sewing conveyor; a machine for inserting toe caps, for folding edges, for smoothing seams and for molding leather patches onto the toe of a boot.
Video about the finishing stage:
Necessary equipment
Today there are a large number of manufacturers of various equipment for the production of shoes of all types: rubber, men's, women's, orthopedic, children's, winter, summer, etc.
To work at the assembly site you need a large list of equipment:
- assembly line;
- machine for nailing insoles;
- machine for forming stripes on the toe of the product and backdrops;
- tightening and moistening machine;
- a machine for ruffling, for marking, for removing shoes from lasts;
- machine for smoothing the boot, for polishing and cleaning;
- pass-through dried;
- cooling tunnel;
- thermal activator of adhesive films;
- press for gluing seams.
Video about the technological process of the ECCO brand:
Materials for production
The best material for shoe production is genuine leather. Leather for domestic shoe production is offered by the Russian factory Ronnon. In addition to this factory, there are a large number of other natural leather production facilities in the country. Leather purchases are calculated in tons. The cost of leather can vary and depends on its type:
- per m2 of cattle leather the price is 150-180 rubles;
- per m2 of suede - 50-150 rubles;
- per m2 of perforated leather the price is from 100 rubles.
Package
Shoes are packaged in boxes that are made to order by special factories that produce packaging with the name of the company or factory printed on it.
Business organization
Square
The required production area is approximately 7 thousand square meters. m., this takes into account various workshops, warehouses and offices. All communications must be connected to the production premises: electricity, taking into account the load from the operation of machines, water supply and gas pipelines.
Certification
Shoes for adults are certified at the discretion of the manufacturer, while shoes for children must undergo a certification process. Adult shoes must be declared. Produced shoes must comply with the necessary GOST standards and are controlled by the SES. Certificates of conformity and declarations are received by shoes without any manufacturing damage, identical sizes, etc.
Sales
If the product is of high quality and presentable appearance, then the demand will be good, so for its sale you can enter into agreements with large retail chains.
Investments
The amount of investment in shoe production from scratch will be approximately 180 million rubles. The payback period is about 4 years.