Metal hardening is a heat treatment in which steel blanks are heated to a temperature exceeding the critical temperature, kept at it for a certain time, and cooled sharply in water or oil.
The main purpose of steel hardening is to obtain a hard, durable, wear-resistant metal. The quality of hardening depends on the temperature and speed of heating/cooling, and holding time.
The heating temperature for hardening for most metals is determined by the location of the critical points. Hardening of metals such as stainless steel is carried out at a higher temperature level than hardening of ordinary steel. For example, 4X13 stainless steel is hardened at 1100 degrees. P18 steel is hardened at 1250 degrees. This is necessary to ensure complete dissolution of excess carbide elements.
The speed of heating depends on the shape of the workpieces, their hardenability, the type of heating furnaces and the heating medium. For example, a spherical part heats up 3 times, and a cylindrical part heats up 2 times slower than a plate. The higher the heating rate, the more efficient the heating furnace.
If the workpieces are located close to each other in a dense manner, then it will take a lot of time to heat them. To determine the heating time of products, specialists usually use technological maps. They include a list of all workpiece processing procedures, all the necessary information is indicated (temperature level, heating duration, cooling method, devices used).
 The average heating time for workpieces is as follows (the time for heating one millimeter is indicated):
The average heating time for workpieces is as follows (the time for heating one millimeter is indicated):
- electric oven (800 degrees) – 50 seconds;
- fiery oven (1300 degrees) – 18 seconds;
- salt bath (1300 degrees) – 9 seconds.
When heat treating, it is necessary not only to heat the iron to the desired temperature level, but also to maintain it until the structural changes are completed. Consequently, the total time the products are in the heating environment is the sum of the duration of heating and holding.
Cooling media
In order to cool steel products, various hardening media are usually used: water, brine solutions, fused salt, mineral oils, and so on. Quenching media vary significantly in physical characteristics.
The best environment for hardening metal is one in which cooling occurs quickly at 500-650 degrees and slowly at 200-300 degrees. There is currently no universal environment.

Types of hardening
Different types of hardening differ in the cooling method. The more complex the shape of the workpiece, the more responsible you need to be in selecting the cooling medium. Products should become hard and free of cracks.
Full hardening is divided into the following types:
1. In one cooler. The easiest and most popular method. The workpiece, heated to the hardening temperature, is lowered into a cooling medium. It sits there until it cools completely. This method is used when hardening simple products that are made of carbon/alloy steel. Workpieces made of carbon steel are cooled in water (except for products with a radius of less than 2 millimeters), those from alloy steel are cooled in an oil liquid. This method can be used when carrying out mechanized hardening of metals.
2. In 2 environments (intermittent). A method in which the product is cooled in water and then dipped into another cooling medium for quenching (oil liquid). The method is used when processing tools made from metal with a high carbon content.
The disadvantage of this method is that it is not easy to determine the length of time the product is in the water. If you keep the part in water, it will warp and cracks will appear on it. A specialist using such hardening methods must be experienced and highly qualified.
3. Streaky. Workpieces for which the hardening temperature has been reached are cooled with a water jet. This type is used when processing internal areas, upsetting dies, dies, and other stamping tools, the working part of which must have a martensitic structure.
If you use such hardening methods, a steam jacket will not form. Parts are annealed deeper than with conventional hardening in water. The speed of cooling depends on the temperature level, water pressure, the radius and number of holes in the spray, and the angle formed by the jet with the workpiece.

4. With self-vacation. The method is that the products are kept in the cooler until completely cooled. At some point, cooling is stopped to ensure that the heat required for self-tempering is retained in the middle of the workpiece. This point is determined empirically. The quality of heat treatment directly depends on the qualifications of the worker.
Quenching and tempering are controlled by the tarnish colors that appear on the light part of the workpiece. The appearance of tarnish colors at 200-300 degrees is due to the appearance of a small thickness of oxide film on the product.
Such hardening methods are used for processing impact tools (chisels, bits, cores). For these devices, the hardness should decrease evenly and gradually.
5. Stepped. The heated workpieces are cooled in a slowly cooling environment (melted salt, hot oil liquid). During a short exposure time, the temperature level equalizes. After this, final cooling is carried out.
Stepwise full hardening allows you to reduce stress inside the part. It is often used in industry, especially in the production of tools. It makes it possible to straighten and straighten hot products.
6. Isothermal. Such complete hardening means that the product is heated to the required temperature level and cooled in an isothermal environment to 230-340 degrees. Keeping the workpieces in the quenching environment should be sufficient for the austenite to completely transform into troostite. After transformation, the hardened product is cooled in air.
This type of hardening is used when the purpose of hardening is to make the product as strong, ductile and tough as possible.
Defects that occur during hardening
When a product is hardened and tempered, stresses arise inside it. Cracks form, the part is deformed, warped, decarburized, oxidized, and soft spots appear.
- Cracks. This defect cannot be corrected; it is formed during heat treatment. In large products, for example, in dies and forging dies, cracks can occur even when quenched in an oil liquid. In view of this, such products need to be cooled to one hundred and fifty degrees with a sharp tempering.
Cracks occur when heating errors occur, as well as when the cooling rate during quenching is too high. They usually appear in the corners of the workpieces and look arched or tortuous. - Deformation, warping. They arise due to the fact that transformations of structure and volume occur unevenly, and stresses appear inside the part during cooling. In view of this, when lowering the product into the quenching environment, you need to take into account its shape and size. For example, workpieces that have thick/thin elements are lowered into the hardening medium first with the thicker part.
In large-scale production, special fixtures are made for each product. The cost of their development pays off. Products such as wheels with teeth, disks, plates are hardened in pressing/stamping devices. This avoids warping.

- Decarbonization. This process, by definition, involves removing most of the carbon from the metal. The part can be decarbonized when heated in electric furnaces or liquids (salt baths). This is a significant defect that greatly reduces the strength of the product. It is difficult to detect. Usually micro-grinding is used for this.
- Soft spots. They are areas of the workpiece that have reduced hardness. The defect may be due to the presence of scale, dirt, decarburization, or a steam jacket. They get rid of it by quenching it in salt water.
- Insufficient hardness. Typically, a defect appears during tool processing and may be due to slow cooling in a hardening medium or low temperature. To correct it, the product is released at a temperature of six hundred degrees, after which it is normally hardened.
- Overheating. The structure of the overheated part is coarse-grained and broken. Because of this, the mechanical characteristics of the metal are low. In order to grind the grains and prepare the workpiece for new hardening, the metal is annealed.
- Underheating With this defect, the metal structure contains martensite and ferrite grains. They have low hardness. The defect is eliminated by annealing the metal with repeated hardening.
What is hardenability? This is a property of a metal that characterizes its ability to harden. For each type of metal, you need to select the optimal hardening method. When choosing it, you must also take into account the type of product. Under no circumstances should the critical hardening rate be allowed to be exceeded. This can lead to various defects that will have to be eliminated. You also need to cool the part for a sufficient amount of time.
If you are interested in purchasing a metal safe, then at NPO Promet LLC you can find safes, metal and industrial furniture, automatic storage systems and electronic locks of any burglary resistance class. To get acquainted with the entire assortment, it is enough. The harmonious combination of many years of experience and innovative technologies allows us to create reliable and safe products.
Increases the hardness of the product by 3-4 times.
The need for this procedure arises when you need a metal object to cut glass without effort.
It happens that the need to harden a metal tool arises due to the fact that it is either not hardened to the required degree, or, conversely, it was overdone in hardening it.
In the first case, metal objects, such as drills, become jammed, in the second they literally crumble.
It is unlikely that you will be able to check in the store how well a metal tool is hardened.
Although the possibility of such verification exists. You need to take a file and run it along the edge of a cutting object - a knife or an ax.
The fact that the file sticks and sticks to the metal means that the product has not been hardened enough.
In this case, its edge will be too soft and pliable.
If the file moves away from the object with ease and seems to be stroking it, and the hand does not feel any uneven places while pressing, then the product has become overloaded on the face.
If you still have metal equipment in your hands that needs additional hardening, then it’s okay.
You can harden a knife with your own hands, even without resorting to complex technologies, that is, at home.
The only thing you need to remember: it is forbidden to harden low-carbon steels.
But it is quite possible to increase the strength of carbon and tool steels.

Simply put, hardening technology consists of two actions - heating the sample to a high temperature and cooling it.
Just don’t assume that everything is elementary, because groups of metals differ in their unique structure and characteristics.
Do-it-yourself heat treatment of metal is justified if:
there is an urgent need to strengthen the material, for example, to “strengthen” the cutting edges of kitchen utensils or tools, such as a chisel or chisel;
it is necessary to increase the ductility of the object, which makes it easier to work with metal, for example, the hot forging process.
The price of professional hardening of 1 kg is 100-200 rubles. Hardening small parts will cost less. The price for this service ranges from 6 to 20 rubles.
If you harden equipment at home, it is important to know some of the subtleties of this process.
Heating requires uniformity; it must occur without the appearance of black or blue spots on the object. Under no circumstances should the sample be heated to extreme levels.
The fact that the product is heating up correctly will be indicated by its coloring in a bright red color.
For hardening a metal object such as a drill, equipment such as an electric furnace or thermal oven, as well as a blowtorch and a large fire are suitable.
What is more suitable - a furnace, an electric furnace or an open fire depends on the temperature required by the type of metal being processed.
When it is necessary to harden not the entire surface of a metal object, but only a certain place, jet hardening is used. It assumes that a stream of cold water is directed at the object pointwise.
The cooling method for a drill, screwdriver, chisel or crimp may vary. It can be carried out in several stages, one-time and abruptly, or gradually. It all depends on the type of metal.
If you plan to carry out an operation with one cooler, then special equipment, such as a bucket or barrel, is prepared. Even a bath is suitable for this.
This cooling method is ideal for products made from carbon or alloy steel.
When a two-stage cooling scheme is needed to lower the temperature of a metal object, two different media are used. This procedure also ensures the tempering of the metal.
So, first, drills or disk parts are cooled with water, then with oil, which can be machine or mineral.
Cooling with oil is carried out secondarily, since there is a risk of ignition due to high temperature.
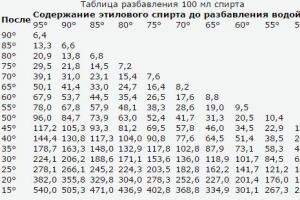
Temperature conditions and other hardening indicators are reflected in the table below.

Hardening steel over an open fire
It is possible to harden metal at home. For an easy and useful hardening process, you need to light a fire and prepare two large containers. There should be a lot of hot coals in the fire.
Diesel or motor oil is poured into one container, clean water, preferably from a well, is poured into the other. You should first prepare a tool with which you will need to hold the hot product.
It is advisable to find blacksmith pliers, but if they are not among the tools, you can arm yourself with something else similar to pliers.
When the preliminary work is done, metal drills or other objects are placed in the very center of the flame, that is, on hot coals.
The rich white coals are hotter than the rest. It is important to watch the hardening process - the flame should be crimson, not white. If the fire is painted in the latter color, there is a risk of overheating and even burning of the metal.
It is necessary that the color is distributed evenly across the entire area of the fire. Black spots should not appear on the edge of the product that is being hardened.
And if the metal turns blue in places, this indicates that the material has softened too much and become too plastic. This should not be allowed under any circumstances.
Therefore, the process requires increased care, because you can overdo it and heat the ax blade white-hot.
When the metal equipment is heated in the fire, it is time to remove it from the high heat.
A hot object must be lowered into a container of oil many times with a frequency of 3 seconds, gradually increasing this period of time.
You cannot hesitate with these actions; you need to carry out operations to harden the metal edge quickly and sharply.
When working with your own hands, the element should be dipped into a container with liquid until the color loses its saturation and brightness.
At this stage, do not forget to be careful, as oil droplets on a knife or ax may burst into flames if they end up in water.
The table shows how to correctly and incorrectly immerse various parts, including drills and disc cutters, in water:
Very often there is a need to harden drills. It is not recommended to immerse thin long elements flat into water, otherwise the lower layer of metal, cooled first, will shrink.
Drills should be lowered into the liquid with the thicker end.
If you follow all the rules and precautions, then hardening yourself will not seem like a complicated and dangerous procedure. It will bring the desired guaranteed effect.
But sometimes at home you have to harden steel equipment or melt non-ferrous metal. Such operations require extremely high temperatures, 700-900 degrees.
And only a muffle furnace or an electric furnace can heat metal objects to this level. You can make a muffle furnace yourself. It is unlikely that you can make an electric oven at home.
How to make a chamber for hardening metal?
A homemade muffle furnace is a must-have in the household today. It allows you to heat treat the product without unnecessary steps.
To make a stove with your own hands, you will need fireproof clay, which is used to cover boilers. A chamber no more than 1 cm thick is created from this material.
And its dimensions must fit into the following parameters of length, height and width - 210 * 105 * 75 mm.
When fashioning a muffle furnace with your own hands, you need to have a mold made from cardboard in advance. It is better to soak it in paraffin so that it does not stick.
The clay is spread on the mold from the wrong side, because this way it will not shrink during drying. When the clay hardens, it will move away from the edges of the mold on its own.
The same refractory clay will serve as the material for making the oven door. Then the homemade muffle furnace in the form of two parts should dry in the open air.
Then it is completely dried in an oven at a temperature of one hundred degrees.
Then the door and chamber are fired, gradually increasing the temperature to 900 degrees. These parts should then gradually cool in the oven itself.
Then the door is attached to the oven, carefully using a file and sanding the surface with sandpaper.
You need to wind 18 meters of nichrome wire around the camera. Its thickness should be 0.75 mm. The first and last turns are twisted.
To avoid the risk of a short circuit, the distances between the turns of the wire are smeared with clay. Another layer about 12 cm thick is spread on the dried layer of clay.
A homemade muffle furnace made by yourself is placed in a metal frame measuring 270*200*180 mm.
To make the case easy to assemble, it is better to make it with two removable covers, which are secured with screws.
A door is attached to the front lid on a hinge; it should open horizontally. It is necessary to install a ceramic part on this door using bolts and gaskets.
The remaining gaps are again filled with clay, and the edges of the wire are removed onto the back cover of the frame.
Then a connector and a standard cord with a plug are prepared. All holes between the heating elements and the frame must be filled with asbestos chips.
To install a thermocouple and be able to monitor the heating process, it is advisable to make two holes in the chamber.
The first is 1 cm in diameter, the second is 2 cm. Closable metal curtains need to be attached to these holes.
The homemade stove design weighs 10 kg and can heat up to 950 degrees within an hour.
Its presence facilitates the process of hardening a drill, file, matrix and many other metal products. How a homemade stove hardens metal equipment is shown in the video.
Although muffle equipment that hardens metal is not the only option. Heat treatment can be performed by chamber and flame equipment, electric furnace, thermal furnace, as well as bath furnaces.
In any case, making a hardening device yourself is more profitable than buying it. For example, the average price of a muffle furnace is 40 thousand.
An electric furnace is used to harden metal at a temperature of about 1300 degrees and the electric furnace costs much more.
Steel hardening is a heat treatment process, the essence of which is to heat the steel to a temperature above the critical temperature, followed by rapid cooling. As a result of this operation, the hardness and strength of steel increase, and ductility decreases.
When steels are heated and cooled, the atomic lattice is rearranged. The critical temperature values for different grades of steel are not the same: they depend on the content of carbon and alloying impurities, as well as on the rate of heating and cooling.
Often, the blade of an ax, knife and other tools using modernly produced hardened steel is either under-hardened (stumbles) or, on the contrary, over-heated (chipped). It is almost impossible to check the quality of hardening when purchasing. Yes, you can find out with a certain degree of accuracy how hardened your tool is by running a file along the cutting edge. If the file “sticks” to the metal very strongly, there is almost a one hundred percent chance that it is under-cut, the edge will be too soft (and will not hold an edge). If the file “bounces” off the surface, “strokes” it, and your hand does not encounter any resistance when pressing, this is most likely overheating. The edge of the blade will chip; moreover, the tool may break under bending force.
Agree, it would be extremely inconvenient to use both a product made of plasticine and glass at work - one gets wrinkled, the other breaks. The problem is that the seller will not allow you to “file” a tool that has not yet been purchased. And he won’t accept it back once he’s been “planed.”
What to do if you bought a low-quality hardened tool? Throwing away? Continue to use it while complaining about your marriage? You can harden metal at home. To do this, you will need a fire with a significant amount of coals and two containers. One with machine oil (autool, diesel, motor, waste), the second with well water. And think about how you will hold the hot iron. The ideal option is blacksmith pliers. Don't you have them? Come up with something!
So, let's assume that you are ready. Place the tool in the fire, on the coals! The whiter they are, the higher their temperature. And control the process. The color of the surface of the instrument at the hardening site should be bright crimson, but in no case white! If you overheat the metal, it may simply “burn.” Make sure that the color is distributed evenly and there should be no dark areas on the edge being hardened.
If the color is not bright enough - “bluish” - then you will “release” the steel, it will be soft. Have you ever noticed that some “pieces of iron” become very soft (too plastic) after a fire? By the way, this is how you can “soften” steel wire: heat it up very much and let it cool slowly. And don’t try to heat the entire tool white-hot: you only need to harden the cutting edge!
Well, let’s imagine that the instrument being hardened is “ripe.” Well, we grab it and dip it in a container of oil, “bubbling” it a little! Three or four seconds, then abruptly took it out, waited for two seconds - and again sharply released it into the oil and “bubbled” for a little longer - five to six seconds (until it turned blue). And immediately - into a container with water until it cools completely. It is advisable to “stir” the water with a hardening tool for sharper cooling. Be careful: the oil on the piece of hardware may catch fire when you first remove it from the oil container!
Of course, in this way it is impossible to transform “raw” recycled metal into first-class steel. But if everything is done correctly, you are guaranteed high-quality hardening of the metal.
Home -> -> We build and craft -> Hardening an ax at home.
In this article, using an ax as an example, I will tell you about the heat treatment of steel at home, which includes three stages: annealing, hardening, tempering.
Before you decide to harden an ax, you need to be absolutely sure that it is really necessary. The need for hardening arises if the manufacturer has violated the heat treatment technology, and the steel of the ax is either very soft (the ax is not hardened) or very brittle (tempering has not been carried out after hardening). If the steel of the ax is soft, then the ax quickly dulls, and even when cutting knots, dents remain on the edge of the blade, but if the steel is brittle, then cracks and chipping of the edge of the blade are possible during operation.
Annealing.
Before hardening an ax or any other tool, it is necessary to anneal it. Annealing is a kind of zeroing of the structural memory of the metal. During the annealing process, the microstructure of the metal improves, internal stresses are relieved and hardness decreases. Annealed steel becomes soft and is easy to file.
Hardening.
After hardening, the hardness of the tip is very high and the steel is brittle. Therefore, the ax must be released. Before tempering, we clean the ax with a wire wheel in order to see the colors of the tarnish during and after heating.
Vacation.
Using a file, we make sure that the cutting part of the ax blade has become slightly smoother than after hardening.