Standardization of metric thread accuracy
Theoretical part for practical lesson 4.3
Threaded connections are widely used in mechanical engineering and instrument making (about 60% of all parts have threads). They are designed to provide interchangeability And screwability connections , those. connection of a nut and a bolt without noticeable play (gap).
1. By purpose threads are divided into:
- are common, intended for use in any industry. These include threads fastening for fastening parts , to transform movements in various control mechanisms , pipe And reinforcing(for hermetic connection of pipes and fittings);
- special, used only in certain products of certain industries (threads in bases and sockets of incandescent electric lamps, in eyepieces of optical instruments, etc.).
2.By turns profile threads are divided into triangular, trapezoidal, thrust (sawtooth), rectangular, round.
3. By number of visits (n)- on single-pass And multi-pass.
4. By direction of rotation contour of the axial section - on rights(not indicated) and left(L.H.).
5. According to accepted unit of measurement linear dimensions – on metric(M) And inch.
6. By type of surface, on which the thread is applied - on cylindrical And conical.
7. By make-up length(l) thread can be normal (N), long(L) or short(S).
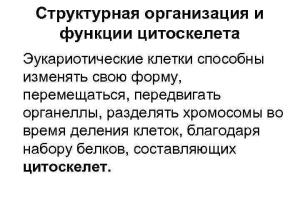
Fig.4.13. Metric thread profile:
H is the height of the original triangle, H = 0,866P, H 1 = 0,541P; 3/8H= 0,325P;
H/8=0.108 P; H/4=0,216P
Purpose and dimensions of metric threads
Metric thread is universal and is most widely used. The metric thread profile and main parameters are set according to GOST 9150 (Fig. 3.9).
Main settings metric bolt thread (nut):
Nominal outer diameter d(D), indicated in the thread symbol;
Nominal interior diameter d 1 (D 1);
Nominal average diameter d 2 (D 2) is the diameter of an imaginary cylinder coaxial with the thread, which divides the thread profile so that the thickness of the thread is equal to the width of the cavity and equal to half the pitch R/2 (GOST 11708);
-step threads R; metric thread c d< 68 mm has large And small steps,c d> 68 mm only small Steps. The dependence of the pitch on the thread diameter and the rows of preferred application are established in GOST 8724 (Table E.4).
- move(Ph) is the amount of axial movement of a bolt or nut per full revolution. In a single-start thread, the stroke is equal to the pitch, and in a multi-start thread - Ph=P· n.
-profile angle a=60° - angle between adjacent sides of the thread in the axial plane; half of the profile angle is controlled;
- make-up length l- length of the section of mutual overlap of external and internal threads in the axial direction. Thread make-up length is not less than 2.24 Pd 0.2 and no more than 6.7 Pd 0.2 belong to the group normal (N) lengths, make-up length less than 2.24 Pd 0.2 belongs to the group short lengths S, make-up length more than 6.7 Pd 0.2 belongs to the group long(L). The exact values of make-up lengths are established by GOST 16093-2004.
– elevation angle turn Ψ – provides self-braking of the thread.
- height of the original triangle turn N; working height turn N 1 .
Table 4.3
Dimensions of metric thread diameters according to GOST 24705
| Thread pitch, mm | Thread diameter | Inner diameter of the bolt along the bottom of the recesses d 3 | |
| Average diameter d 2 (D 2) | Inner diameter d 1 (D 1) | ||
| 0,5 | d - 1+0,675 | d - 1+0,459 | d - 1+0,386 |
| d- 1+0,350 | d - 2+0,917 | d- 2+0,773 | |
| 1,5 | d - 1+0,026 | d - 2+0,376 | d - 2+0,160 |
| d - 2+0,701 | d- 3+0,835 | d - 3+0,546 | |
| 2,5 | d - 2+0,376 | d - 4+0,294 | d - 4+0,933 |
| d - 2+0,051 | d - 4+0,752 | d - 4+0,319 |
The shape of the cavity of an external thread can be flat-cut (in diameter d 1) or radius (by diameter d 3). In the second case, the thread is stronger. Calculated values of thread diameters ( d 1 , d 2 , d 3) can be determined using the formulas in Table. 4.3.
Threads with small pitch differs from threads with a large pitch of a smaller profile height and therefore they are more reliable against self-unscrewing. In this regard, fine-pitch threads are prescribed for connections subject to variable loads, shocks and vibrations, as well as for connections with short screw lengths, thin-walled parts, and when designing various adjustment devices. Thread with large pitch is used for threaded connections that are not subject to variable loads, shocks, shocks and vibration.
Tolerances and fits of metric threads with clearance
GOST 16093 establishes a system of tolerances and clearance fits for metric threads.
Tolerance assigned by the degree of accuracy to standardized bolt diameters ( d And d 2) and nuts ( D 2 and D 1).GOST 16093 establishes tolerances for standardized thread diameters according to degrees of accuracy from 3rd to 10th in descending order of accuracy.
On standardized Thread diameters are set to tolerances according to the following degrees of accuracy:
- for bolt
on d 2 – 3, 4, 5, 6, 7, 8, 9, 10 (10 – for plastic products) (Table D.6),
on d- 4, 6, 8 (Table D.8);
- for nut
on D 2 - 4, 5, 6, 7, 8, 9 (9 – for plastic products) (Table D.7);
on D 1 - 4, 5, 6, 7, 8 (Table D.8).
Bolt Inner Diameter Tolerances d 1 and nut outer diameter D not installed(i.e. diameters are not standardized).
The basic tolerance is the 6th degree of accuracy. Threads of the 6th degree can be obtained by milling, cutting with a cutter, comb, tap, die, or by rolling with a roller. More precise degrees require grinding of the thread profile after cutting operations.
In accordance with previously established practice, the degrees of accuracy are conditionally grouped into three classes accuracy: accurate, average, rude and are recommended for use depending on the make-up length, since the longer the thread, the greater the accumulated error in pitch and profile angle. (Table E.10). With the same accuracy class, the average diameter tolerance at the make-up length L should be increased, and with the make-up length S- reduced by one degree compared to the tolerance established for the make-up length N.
The approximate correspondence between accuracy classes and degrees of accuracy is as follows:
-accurate the class corresponds to 3-5 degrees of accuracy;
-average the class corresponds to 5-7 degrees of accuracy;
-rude the class corresponds to 7-9 degrees of accuracy.
Accurate The class is used for threads in critical connections (aircraft and automobile construction), where small fluctuations in clearances in fits are required, for precise kinematic threads of devices and for thread-forming tools.
Average the class is most widely used for general-purpose threads in mechanical and instrument making, which ensures sufficient static and cyclic strength, for example, for fastening threads.
Rude class is assigned when cutting threads on hot-rolled workpieces, in long blind holes, in cases where there is no need for special precision.
To meet the requirements interchangeability of screwed products, the limiting contours of the thread of the bolt and nut are established. Nominal metric thread contour (zero clearance guaranteed fit) H/h) is the largest limiting contour of a bolt thread and the smallest limiting contour of a nut thread. The screwability of the thread and the quality of the connection are ensured if valid the contours of the bolt and nut will not extend beyond the corresponding limit contours on the entire make-up length.
To form threaded connections with a gap, GOST 16093 provides five main(top) deviations for bolts h,g, f, e, d and four main(lower) deviationsh,g, f, e for the nut (Fig. 4.15).
The main deviations and tolerances are measured from the nominal thread profile in " body» in the direction perpendicular to the thread axis (Fig. 4.14).
The main deviations of the bolt and nut threads of the same name are equal in magnitude and opposite in sign ( EI= -es).

Rice. 4.14. Main deviations of metric threads with clearance:
a – for external; b – for internal
Values the main deviations that determine the position of the tolerance fields relative to the nominal profile depend only on the thread pitch (except h And H) and are set for everyone three diameters threads identical(Table D.9), i.e. also applies to diameters d 1 and D.
Second maximum deviation for diameters d 2 , d, D 2 ,D 1 found by main deviation and admission accepted degree of accuracy.
Tolerance And main deviation form tolerance range thread diameter.
Tolerance fields of threaded parts with main deviations H and h form a fit with the smallest gap equal to zero, which can be used for reference movements. Main deviations H for nuts and main deviations gfed, and GEF with major deviations hgfed form landings with guaranteed clearance. Landing 6 H/6g preferred for fastening threads. Main deviations E And F installed only for special application with significant thicknesses of the protective coating layer. Fitments with a large guaranteed clearance are used when threaded parts operate at high temperatures (to compensate for temperature deformations, protect connections from jamming and ensure the possibility of disassembling parts without damage or introducing lubricant into the gap). And also when quick and easy make-up is required in the presence of damaged threads or when anti-corrosion coatings of significant thickness are applied to threaded parts.
For education landings Any combination of tolerance fields for internal and external threads is allowed. However, it is preferable to use tolerance fields of the same accuracy class in plantings (Table E.10).
Limit clearances in threaded fits are calculated according to maximum deviations or maximum dimensions average bolt and nut diameters similar to the calculation of maximum clearances in smooth joints.
Landings threaded connections (for general purpose threads and most special threads) are determined mainly by the nature of the connection on the sides of the profile, i.e. are carried out according to average diameter The relative position of the contacting sides of the profile depends on the actual values or deviations average diameters, steps threads and tilt angles profile. Due to this pitch tolerances And profile angle install separately for metric fastening threads not necessary. They indirectly controlled by pass and no pass gauges. An exception may be threads thread-cutting tools and thread gauges, threads for microscrews in measuring instruments and other justified cases.
In general, set total tolerance on average diameter, including the permissible manufacturing error of the actual average diameterΔ d 2 (Δ D 2) and diametric compensations step errors fp and profile angle f threads:
For external thread Td 2 = Δ d 2 +fp+f a ,
For internal thread T.D. 2 =Δ D 2 +fp+f a ,

Rice. 4.15. Location of tolerance fields along the thread profile
bolt with main deflection g(f;e;d) and nuts with main deflection H
The distribution of individual components within the total tolerance during thread manufacturing can vary over a wide range and is not limited in any way.
The layout diagrams for the tolerance fields of external and internal threads, as well as threaded connections in clearance fits, are shown in Fig. 4.15.
The fits of threaded connections are with a gap, with interference And transitional. Please note that cylindrical connections also have clearance, interference and transition fits.
To form an appropriate fit, the standard establishes the following tolerance fields, which are given in tables 42, 43 and 44. The same tables set out the features and areas of application of these fits.
Nominal thread profile- a profile of external and internal threads, which is determined by the nominal dimensions of its linear and angular elements and which includes the nominal dimensions of the outer, middle and inner thread diameters.
Basic means of monitoring threaded products
Threaded products are controlled mainly using limit gauges (complex method). The kit for checking cylindrical threads includes working pass and no-go limit gauges. Passing thread gauges must be screwed with a threaded product (Table 41). They control the reduced average and external (for nuts) or internal (for bolts) thread diameters. Impassable thread gauges control the actual average diameter.
Element-by-element control threaded products (differentiated method) are used mainly for precision threads: plug gauges, thread-forming tools, etc. In this case, the actual average diameter, pitch and half of the profile angle α are checked separately, using universal and specialized instruments. For example, the average diameter is measured on universal and instrumental microscopes, by the three or two wire method on contact devices, and with a threaded micrometer.
The thread pitch and half the profile angle are measured on microscopes, projectors, etc.
Thread designations
(decoding of the thread symbol)
A specialist, deciphering the symbol of a thread, can obtain almost all the parameters of a thread or threaded connection. This section provides examples of decoding the symbols of specific examples of threads and threaded connections.
1. Thread M12-6g. The thread is metric, since the letter M is in front. The thread is external, since the main deviation is indicated by a line in a Latin letter. Nominal (outer) diameter d=12 mm. Thread with a large pitch, since the thread pitch is not indicated in the symbol. The thread is single-start since the number of starts is not indicated in the symbol. Thread of right rotation, since the symbol is not indicated in the symbol L.H.. The thread has a normal make-up length, since the symbol does not indicate the make-up length of the thread. The thread is made to form a clearance fit, since the main deviation g serves to form a clearance fit (Table 41).
Tolerance range, average diameter – T d 2 and outer diameter T d are the same and make up 6 g. The fact is that if the tolerance zone of the middle and outer diameters is the same, then the tolerance zone is indicated once in the symbol. Tolerances of the middle and outer diameters are assigned according to the 7th degree of accuracy.
2. Thread M12-6N. Nominal (outer) thread diameter D=12 mm. The thread is internal, since the main deviation N indicated by a capital Latin letter. Please note that according to the main deviation N it is not possible to determine which fit the thread was made to form, since the main deviation N used in the formation and landings with clearance, interference and transitional. If there were major deviations G And D, then it would be immediately clear that the thread is made to form a clearance fit. Since these deviations are intended to form a landing with a gap.
Average tolerance range - T D 2 and external - T D diameters are the same and are 6H. The fact is that if the tolerance zone of the middle and outer diameters is the same, then the tolerance zone is indicated once in the symbol. Tolerances of the middle and outer diameters are assigned according to the 6th degree of accuracy. The remaining parameters are the same as in the first option.
3. Thread M12 - 7g6 g. External thread. 7 g- tolerance zone of the average diameter, 6g - tolerance zone of the outer diameter. The fact is that if the tolerance field of the middle and outer diameters of the thread is different, then each tolerance field in the symbol is shown separately.
4. Thread M12 - 5 H6 H. Internal thread. 5 H- tolerance zone of the average diameter, 6H - tolerance zone of the outer diameter.
5. Thread M12 x1 - 6 g. External thread with fine pitch, P = 1 mm.
6. Carving M12 x1 - 6 H. Internal thread with fine pitch, P = 1 mm.
7. Carving M12x1L.H. - 6 g. External thread with fine pitch, left-handed, since the symbol indicates a thread pitch of 1 mm and a sign L.H..
8. Carving M12x1 L.H. - 6 g. The thread is internal with a fine pitch, left-handed, since the symbol indicates a thread pitch of 1 mm and the LH sign.
9. Carving M12 - 7 g6 g - 30. The thread is metric, external, with a make-up length different from the nominal one. Since the thread designation indicates a make-up length of 30 mm.
Landing in a threaded connection it is indicated by a fraction, the numerator of which indicates the designation of the tolerance field of the internal thread, and the denominator indicates the tolerance field of the external thread. Please note that the fit of a smooth cylindrical connection is also indicated in the same way.
1.M12 - 6H/6 g. Symbol for fitting a threaded connection with a gap, with a large pitch, since the thread pitch is not specified.
2. M12x1 - 6H/6 g. Symbol for a threaded connection with a gap, with a fine pitch, since the thread pitch is specified as 1 mm.
3. M12x1L.H. - 6 H/6 g. Symbol of a threaded connection with a gap with a fine pitch and left rotation, since the sign LH is indicated.
The threads must mate only on the sides of the threaded profile (with the exception of vapor-tight threads), therefore the main parameter that determines the nature of the fit of a threaded pair is the average diameter. Tolerances on the outer and inner diameters are set in such a way as to exclude the possibility of pinching at the crests and valleys of the thread.
In the former USSR, clearance fits (GOST 16093-81), transitional (GOST 24834-81) and interference fits (GOST 4608-81) were standardized.
The most common clearance fit is where the nominal mean diameter is equal to the largest mean diameter of the nut thread. The location of tolerance fields for metric threads in clearance fits is shown in (Fig. 1). Deviations (GOST 16093-81) are measured from the line of the nominal thread profile in the direction perpendicular to the thread axis.
Rice. 1 - Layout of tolerance fields for clearance fits of external (top) and internal (bottom) metric threads with main deviations d, e, f, g, (a); h(b); E, F, G, (c); H(g)Tolerances for the thread diameters of bolts and nuts are determined depending on the accepted degree of accuracy, indicated by numbers. The following degrees of accuracy are accepted for bolt and nut diameters: d=4, 6, 8; d 2 — 4, 6, 7, 8; D 1 — 5, 6, 7; D 2— 4, 5, 6, 7. Diameter tolerances d 1 And D- are not installed.
A number of main deviations have been established - upper es for external threads (bolts) and lower EI for internal threads (nuts), which determine the location of the tolerance fields of thread diameters relative to the nominal profile.
The values of diameter tolerances depend on the degree of accuracy and thread pitch (the average diameter tolerance also depends on the nominal diameter of the thread). The standard regulates the tolerances of the average diameter T d 2, T D 2, external and internal threads, outer diameter Td external thread and internal diameter T D 2, internal thread (see Fig. 2).
Tolerances of average diameters are total, including deviations of the average diameter itself and diametrical compensation for deviations of the pitch and half of the profile angle.
The thread tolerance field is formed by combining the tolerance field of the average diameter with the tolerance field of the diameter of the protrusions (diameter d for bolts and diameter D 1 for nuts).
The designation of the thread diameter tolerance field consists of a number indicating the degree of accuracy and a letter indicating the main deviation.
The designation of the thread tolerance field includes the designation of the tolerance field of the average diameter, placed in the first place, and the designation of the outer diameter tolerance field for bolts (inner diameter for nuts).
If the designation of the diameter tolerance field at the thread tips coincides with the designation of the mean diameter tolerance field, then it is not repeated in the designation of the thread tolerance field.
Examples of designation of tolerance fields
coarse pitch threads:
- bolt M10 - 6g;
- nut M10 - 6N;
- bolt M10 X 1 - 6g;
- nut M10 X 1 - 6N.
The fits of threaded parts are designated by a fraction, the numerator of which indicates the designation of the tolerance field of the nut, and the denominator indicates the designation of the tolerance field of the bolt. For example: M10 - 6H/6g and M10×1 - 6H/6g.
Depending on the requirements for the accuracy of a threaded connection, the tolerance fields of the threads of bolts and nuts are established in three conditional accuracy classes (the ∗ sign indicates the tolerance fields of the preferred application):
According to GOST 16093-81, any combination of tolerance fields for threads of bolts and nuts is allowed, but the combination of tolerance fields of different accuracy classes for the average and outer (or internal for nuts) thread diameters must be justified.
In connections between studs and housings, as well as when there are special requirements for threaded connections, transitional fits, as well as interference fits, are used. The immobility and strength of the connection is ensured during interference fits due to interference along the average diameter, and during transitional fits - through the use of additional wedging elements: a conical rung, a flat shoulder or a cylindrical pin.
The layout of tolerance fields for interference fits is shown in (Fig. 2, a). There are gaps along the outer and inner diameters that compensate for the plastic flow of material to the thread tips. To form tolerance fields in interference fits, the main deviations of thread diameters are established depending on the degree of accuracy.
 Rice. 2 - Layout of tolerance fields for diameters (a) and average diameter (b) of threads with interference
Rice. 2 - Layout of tolerance fields for diameters (a) and average diameter (b) of threads with interference
With small interferences, unscrewing of the studs during operation is not excluded, and with excessively large interferences, the studs may twist and the threads in the housings may be destroyed during installation, therefore, higher degrees of accuracy are established as standard for the average diameters of the threads of parts: 3rd and 2nd - for studs, 2nd - for nests.
To ensure more uniform interference fits in a batch of connections, threaded parts are sorted into groups.
As an example, (Fig. 2, b) shows the layout of the tolerance fields for the average diameter of the thread M14×1.5 with interference during assembly without sorting into groups (case A), as well as with sorting into two (B) and three (C ) groups. The numbers of sorting groups are indicated by the numbers Ⅰ, Ⅱ, Ⅲ.
Interference fits are provided only in the hole system, which provides technological advantages. Recommended tolerance fields and fits are given in table. (GOST 4608-81).
Depending on the operational requirements for the degree of mobility of threaded connections, the standards establish tolerance fields that form fits of three groups: with clearance (GOST 16093–81), transitional (GOST 24834–81) and with interference (GOST 4608–81).
External thread (bolt) is standardized according to the average and outer diameters ( d2 And d), internal thread (nut) - along the average and internal diameters ( D2 And D1). The tolerances of these thread diameters are established according to degrees of accuracy, which are indicated by numbers. The degrees of accuracy of thread diameters are given in table. 6.1.
Table 6.1
Degrees of accuracy of thread diameters
|
Type of thread |
Thread diameter |
Degree of accuracy |
|
Outdoor |
3, 4, 5, 6, 7, 8, 9, 10* |
|
|
Internal |
4, 5, 6, 7, 8 , 9* |
|
|
*Only for threads on plastic parts |
||
The position of the thread diameter tolerance field is determined by the main deviation (upper es for external threads and lower EI for internal) and is designated by a letter of the Latin alphabet: lowercase for external threads and uppercase for internal threads. The main deviations of thread diameters for clearance fits are given in table. 6.2.
Table 6.2
Main deviations of thread diameters
|
Type of thread |
Thread diameter |
Main deviation |
|
Outdoor |
||
|
Internal |
||
The tolerance field of the thread diameter is formed by a combination of the degree of accuracy and the main deviation. The thread tolerance field is formed by a combination of tolerance fields of average diameters ( D2, d2) with tolerance fields for the diameters of the protrusions D1 And d.
The designation of the thread diameter tolerance field consists of a number indicating the degree of accuracy and a letter indicating the main deviation. For example:
The designation of the thread tolerance field consists of the designation of the tolerance field of the average diameter, placed in the first place, and the designation of the tolerance field of the diameter of the protrusions. For example:
where 7g is the tolerance range of diameter d2; 6g – diameter tolerance range d; 5H – diameter tolerance range D2; 6H – diameter tolerance range D1.
If the designation of the tolerance field for the diameter of the protrusions coincides with the designation of the tolerance field for the average diameter, then it is not repeated in the designation of the thread tolerance field. For example:
where 6g is the tolerance range for diameters d2 and d; 6H – tolerance range for diameters D2 and D1.
In the thread symbol, the tolerance zone designation must follow the thread size designation.
Examples of thread designations
With a large step:
M12 – 6g (external thread),
M12 – 6H (internal thread).
With small steps:
M12 ´ 1- 6g7g (external thread),
M12 ´ 1 – 4H5H (internal thread).
Left hand thread:
M12 ´ 1 LH – 6g (external thread),
M12 ´ 1 LH – 6H (internal thread).
Make-up length ( N) is not indicated in the thread symbol.
The make-up length to which the thread tolerance relates must be indicated in millimeters in the thread designation in the following cases:
1) if she belongs to the group N;
2) if she belongs to the group S, but less than the entire thread length.
An example of the designation of a thread with a make-up length different from normal:
M12 – 7g6g -30.
The fit in a threaded connection is indicated by a fraction, the numerator of which indicates the designation of the tolerance field of the internal thread, and the denominator indicates the designation of the tolerance field of the external thread. For example:
M12 – 6H/6g,
M12 ´ 4H5H/7g6g,
M12 ´ 1 LH – .
Transitional landings in threaded connections they are used if it is necessary to ensure their immobility during operation without creating a large interference, and are intended for external threads (threads on the screwed end of the stud).
Tolerance fields are provided for transitional landings:
d2) – 4jh;4j; 4 jk; 2m;
D2) – 3H; 4N; 5H;
D1) – 6H;
· on the outer diameter of the external thread (d) – 6 g(not indicated in the designation).
Preference fits in threaded connections they are used when it is necessary to eliminate the possibility of self-unscrewing without the use of additional jamming elements (only due to interference); These fits are intended for loaded threads.
Tolerance fields are provided for interference fit:
· on the average diameter of the external thread ( d2) – 3n, 3R, 2r;
· on the average diameter of the internal thread ( D2) – 2H;
· on the outer diameter of the external thread ( d) – 6e, 6c;
· on the internal diameter of the internal thread ( D1) – 4D, 5D, 4C, 5C.
A slight increase in interference in a threaded connection can cause a rapid increase in stress and the appearance of plastic deformations, so there is a need for selective assembly with sorting of threaded parts into two or three size groups (Fig. 6.2). 
When designating interference fits of threaded connections, the number of sorting groups by average diameter is indicated in parentheses. For example:
M12 – 2H5C(2) / 3p(2)
The number of sorting groups by average diameter is indicated in parentheses.
and transitional landings
Interference fits for metric threads are assigned according to GOST 4608, and transition fits - according to GOST 24834. These types of fits are used for threaded rods that are screwed into the body. Nominal stud diameters, preference rows and pitches are given in Table 6.9. Transitional fits provide complete interchangeability and facilitate the assembly process. However, they require an additional jamming element (contact along the conical thread run; stop in the flat shoulder of the stud; stop of the cylindrical pin of the stud in the bottom of the socket) (Table 6.10). Interference connections do not provide complete interchangeability. Requires 100% control of the average diameter and sorting into groups. The number of sorting groups (2 or 3) is indicated after the degree of accuracy in parentheses. Preferences are formed only along the middle diameter; gaps are provided along the outer and inner diameters.
The screw-in length depends on the body material: for steel from 1 d up to 1.25 d; for cast iron from 1.25 d up to 1.5 d; for aluminum and magnesium alloys from 1.5 d up to 2 d.
The selection of tolerance fields and fits is made according to table 6.11, depending on the body material, diameter and thread pitch. Tolerances for the average diameter of threads with interference (sorted into groups) do not include diametric compensation for pitch and profile angle errors. Errors in pitch and profile angle are limited by their tolerances ( Tr And Tα). Tolerances for the average diameter of threads with transition fits are total, as for threads with clearance. The values of tolerances and main deviations are determined according to standards and reference books. The layout of tolerance fields for threads with interference fit is given in Figure 6.5, and for threaded connections with transitional fits - in Figure 6.6.
Table 6.9 - Metric thread. Interference and transitional landings. Diameters and pitches, mm
|
Nominal thread diameter, d |
Step, R |
Nominal thread diameter, d |
Step, R |
||||
|
2 Steps marked * are for transitional landings only. |
|||||||
Figure 6.5 – Location of tolerance fields for metric threads with interference:
A– for outdoor; b– for internal

Figure 6.6 – Layout of tolerance fields for metric threads with transitional fits: A– for outdoor; b– for internal
Table 6.10 – Examples of additional jamming elements in threaded connections with transitional fits (according to the information appendix to GOST 24834)
|
Type of jamming | ||
|
1 Tapered thread run-out 1)
|
The most commonly used type of jamming, used in through and blind holes. Not recommended for use under high dynamic loads. If the tightening torque is too high, deformation of the internal thread at the top of the threaded hole may occur 2) |
|
|
2 Flat collar
|
Mainly aluminum and magnesium alloys |
Used in through and blind holes. The adjacent plane of the collar must be perpendicular to the thread axis. The diameter of the collar must be at least 1.5 d. |
|
3 Cylindrical pin
|
Steel, cast iron, aluminum and magnesium alloys |
For use in blind holes only. It has less locking effect than elements 1 and 2. The diameter of the cylindrical pin is slightly smaller than the internal diameter of the thread. The angle of the cone at the end of the trunnion must coincide with the sharpening angle of the drill for machining the hole for threading |
|
Notes: 1 For rolled threads, a conical run-out has the best jamming effect when the thread run-out is made along the entire length of the transition cone. 2 To avoid deformation, the internal thread is made with a 60° countersink. The wall thickness of the threaded hole must be at least 0.5 d for reliable distribution of radial stresses. |
||



Table 6.11 – Tolerance fields and interference fits and transitional
|
Material of internal thread part |
Nominal diameter d(D), mm |
Step P, mm |
Tolerance fields for thread diameters |
Landing designation examples |
|||||||
|
Outdoor |
Internal |
||||||||||
|
Interference fits according to GOST 4608 |
|||||||||||
|
cast iron and al. alloys cast iron, al. and magnesium alloys steel, high-strength titanium alloys |
2H 5D(2) 2H 5D(2) 2H 4d(3) |
||||||||||
|
Transitional landings according to GOST 24834 |
|||||||||||
|
Steel, cast iron, al. and magnesium alloys Cast iron, al. and magnesium alloys |
4jk;2m 4j;2m |
3H 6H 5H 6H 4H 6H |
|||||||||
|
Notes: 1 The tolerance zone for the outer diameter of the thread is not indicated in the designation. 2 Can be used without sorting into planting groups 3 H 6H/3p; 3H 6H/3n. |
|||||||||||