Soldering is popular when assembling various electrical and radio devices. It provides an electrically conductive connection between copper wires and other copper products with each other, with electrical circuit components and other metal parts made of pure copper and copper alloys, as well as soldering aluminum. Soldering is simple, very flexible, and allows for low contact resistance of the components being connected.
The essence of soldering technology is to heat the contact zone and then fill it with liquid metal low-melting solder. After cooling, the melt provides electrical contact. Before soldering the wires, additional processing of the surfaces to be connected is usually necessary (most often the so-called tinning of the wires), which guarantees long-term stability.
In the absence of vibrations and shock loads for small parts good joint strength is achieved. In all other cases, solder with additional fixation.
What might you need for soldering?
Soldering requires a heat source. You can solder using an open flame, an electric spiral, or a laser beam. The latter allows you to solder even with pure metal. At home they mostly use an electric soldering iron. It is intended for:
- installation and repair of various electronic circuits;
- design and repair of electrical equipment;
- tinning a layer of solder on various metal products.
Soldering iron
Solder with a hand soldering iron, which is used for:
- warming up the connected components;
- heating the solder until it turns into a liquid state;
- applying liquid solder to the elements to be connected.
The soldering iron, which is shown in Figure 1, contains:
- a spiral heater made of nichrome wire insulated with mica film or fiberglass;
- copper tip, which is located inside the spiral;
- plastic or wooden handle;
- housing for placing a soldering iron tip and spiral.
Connection to electrical network produced by a cable approximately 1 m long, which exits from the rear of the handle through a bending radius limiter.
The wooden or plastic handle is shaped like a simple handle. Electronic circuits are soldered with low-power products equipped with pistol grips with a trigger button for quickly heating the tip. One version of such a tool is shown in Figure 2.
 Figure 2. Pistol type radio soldering iron
Figure 2. Pistol type radio soldering iron Household soldering irons are designed for connection to a network with voltages of 12 and 220 V.
For reasons of electrical safety, 220-volt soldering irons must be equipped with a 3-pin plug that provides reliable grounding. For 12-volt equipment, a simple 2-pin flat plug is sufficient.
Solder
They are soldered with solder - an alloy of tin and lead; additions of other metals are possible. Solder comes in the form of a tube or wire of varying diameters. Tubular solder is filled with rosin inside; soldering with it is more convenient.
Lead is added to the alloy to reduce cost. Its specific content varies, which is directly reflected in the brand. For example, POS-61 (a very popular tertiary) means:
- P – solder;
- OS – tin-lead;
- 61 – with 61 percent tin content.
In everyday life, they solder with alloys with a reduced tin content; it is advisable to tinning dishes using POS-90.
In addition, they can be soldered with soft and hard solders. Soft compositions have a melting point of less than 450, the rest are classified as hard. The melting point of POS-61 solder is 190 – 192 °C. Due to the difficulties of heating, high-temperature soldering using hard solders is not performed with an electric tool.
Aluminum is soldered using compositions with the addition of low-melting metals: aluminum and cadmium. Due to increased toxicity, soldering with them can only be done if there is no alternative.
Flux
They must be soldered under an auxiliary component that provides:
- dissolution of oxide films on the surface of the parts being joined;
- good adhesion of the soldering alloy to them;
- improving the conditions for the alloy to spread over the surface in a thin layer.
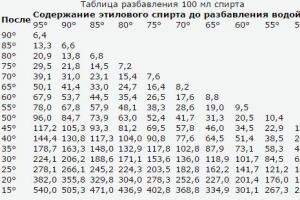
Typically, rosin is used for this purpose, as well as compositions based on its mixture with alcohol, glycerin and zinc. Rosin has a softening point slightly above 50°C and boils at 200°C. Chemically, rosin is quite aggressive towards metals and is hygroscopic; when saturated with moisture, it quickly increases conductivity. Depending on the additives and their concentration, it demonstrates the properties of neutral or active fluxes.

Rosin flux is sold in the form of powder, pieces or rosin solution.
Silver, stainless steel and some other metals can only be soldered using special fluxes (known as acid fluxes or soldering acids).
Some installers who solder wires, to improve the quality of service, perform preheating on an aspirin tablet, the vapors of which act as a flux.
Solder pastes
Solder paste is a composition of solder and flux. It is soldered into hard to reach places, as well as when installing leadless electronic elements. The composition is applied to the component, which is then simply heated with a sting.
You can make your own pasta. To do this, tin filings are mixed with liquid flux to a gel-like consistency. The paste is stored in an airtight container; the shelf life due to tin oxidation does not exceed six months.
Soldering iron stand
They solder with a tip heated to a high temperature, so during breaks the tool is left on the stand. For powerful soldering irons, it is made with two supports: the back one for the handle, the front one for the body. The supports are mounted on a plywood base, which is used for:
- installing a box of rosin;
- storage of solder wire (an example is shown in Figure 3);
- cleaning the tip.
Figure 3 shows that the stand does not require scarce materials and can be made by hand.
 Figure 3. Homemade stand for a powerful soldering iron
Figure 3. Homemade stand for a powerful soldering iron For devices low power Often a cone-shaped holder (regular or spiral, which is also shown in Figure 3) is used, into which the tool is inserted with a sting.
Older models of stands are equipped with an operating temperature regulator and an LCD display for indicating the temperature of the tip, Figure 4. Such a soldering tool is often called a soldering station.
 Rice. 4. Example of a soldering station with indicator
Rice. 4. Example of a soldering station with indicator Solder Removal Braid
They are soldered with braiding in cases where it is necessary to remove solder from a printed circuit board when dismantling parts. It is a dense mesh of thin copper wires coated with flux.
The principle of operation is based on the surface effect: the mesh “absorbs” solder melted on the printed circuit board due to capillary forces.
Typically the width of the braid is about 5 mm, supplied in rolls in a casing with a diameter of approximately 5 cm.
The outer braid of an old flexible coaxial cable can perform the desoldering function.
Security measures
Compliance with safety precautions:
- helps protect against thermal burns;
- prevents fire;
- protects against electric shock.
Before you start soldering, you should make sure that the power cable is working properly. The sting should not touch the reins or other objects. The soldering iron must always be placed on a stand. It is forbidden to touch its body; you can only take the tool by the handle.
Preparation
Work place
They always solder under normal general lighting (not worse than 500 lux), if necessary, create more comfortable conditions a local lighting source is used.
Good ventilation should be ensured. Best results a hood is provided; in its absence, solder the room intermittently to ventilate the room from rosin vapors (every hour during intensive work).
Selecting a soldering iron by power
Solder using soldering irons of varying power. It is usually assumed that:
- low-power soldering irons (20 – 50 W) are convenient for working with electronics and allow you to solder thin wires;
- 100-watt instrument with a thickness of no more than 1 mm;
- 200 W or more allows you to solder such massive parts that initially require the use of powerful soldering irons.
The power of the device is easy to judge visually: a 50-watt soldering iron turns out to be slightly larger than a fountain pen, while a 200-watt soldering iron has a total length of approximately 35-40 cm.
Soldering iron for work
Before using it for the first time, remove any remaining factory grease from the housing. Their burnout leads to the appearance of smoke and unpleasant odor. Therefore, the soldering iron is turned on through an extension cord, exposing it outside through the window for a quarter of an hour.
Then the soldering iron tip is forged with a hammer: compacting the copper increases service life. The tip of the sting is shaped:
- at an angle or cut - for spot work (an example is shown in Figure 5);
- knife-shaped - with such a sting several contacts are soldered simultaneously (typical for microcircuits);
- special - they are used to solder some types of radio components.
 Figure 5. Example universal sharpening soldering iron tip and proper maintenance of its working area
Figure 5. Example universal sharpening soldering iron tip and proper maintenance of its working area Before you start soldering, you should clean the tip from the oxide film. This procedure is performed with fine-grained sandpaper or a velvet file, as well as chemically: immersion in rosin. The cleaned tip is tinned with solder.
If necessary, you can solder at the point with a powerful soldering iron. To do this, a copper wire with a diameter of 0.5 - 1 mm is wound onto its tip, using its free end to heat the solder.
Parts for soldering
They always solder in several stages. First, prepare the surface of the metal conductor:
- removal of the oxide film followed by degreasing;
- tinning (applying a layer of tin to contacting surfaces).
Then you can connect the parts.
Be sure to clean used wires.
The oxide film is removed with a file, sandpaper, or a knife blade. In the case of flexible wires, each wire is processed.
The insulation of the enameled wire is removed by dragging it along the surface of a PVC tube, to which it is pressed with a heated tip.
A sign of readiness is a uniformly shiny surface without any remaining oxide film.
They always solder with degreasing, i.e. wipe the surface with a lint-free cloth or napkin moistened with acetone or white spirit.
New wires do not have an oxide film. They are serviced immediately after the insulation is removed.
It is necessary to tin the copper conductor using flux; after heating, the solder should cover the surface of the metal with a thin layer. If there are nodules, it is not recommended to solder; the wire is placed vertically, passing the soldering iron from top to bottom. Excess molten solder flows onto the tip.
If necessary, the cleaning and servicing procedures are combined. To do this, place a wire coated with rosin in sandpaper, heat it while rotating it.
The quality of some types of flux decreases when long-term storage, as well as under the influence of air moisture. Therefore, such fluxes are soldered with additional shelf life control.
Step-by-step technique for soldering wires
Soldering of wires is performed in the following sequence:
- Remove the insulation at a length of 3-5 cm (on the wires larger diameter the length of the removed section is longer).
- If necessary, clean and degrease the connected conductors.
- Form a tight twist of wires.
- Treat the resulting joint with flux.
- Apply solder to the tip and solder the twist, heating continues until it completely spreads; repeat several times if necessary. The solder should fill all cavities of the joint as shown in Figure 6.
- The resulting joint is isolated.
 Figure 6. Soldered solid wires
Figure 6. Soldered solid wires Soldering aluminum wires with each other, as well as with copper wires, has no fundamental differences, except for a more complex maintenance procedure.
Step-by-step method for soldering radio components onto a board
Typically, radio components and factory printed circuit boards have leads and current-carrying tracks that are coated with tin. They can be soldered without pre-tinning. Boards can only be tinned if you make them yourself.
The soldering procedure includes the following steps:
- Using tweezers, bend the leads at the required angle, then insert them into the holes of the board.
- Fix the part with tweezers.
- Collect solder onto the tip, immerse it in rosin, and place it at the connection point between the lead and the board as shown in Figure 7. After heating the surfaces, the solder flows onto the board tracks, element lead, and microcircuit contacts, evenly distributed over them under the influence of surface tension forces .
- The part is held in the desired position with tweezers until the solder hardens.
- After completing soldering, be sure to wash the board with alcohol and/or acetone.
- Additionally, they monitor the absence of short circuits of board components caused by drops of solder.
 Figure 7. Soldering leads of radio components on a printed circuit board
Figure 7. Soldering leads of radio components on a printed circuit board For better fixation, it is advisable to sharpen the tweezer jaws or use a special tool like the one shown in Figure 8.
Excess leads are removed with side cutters.
 Rice. 8. Option for soldering tweezers
Rice. 8. Option for soldering tweezers On reused boards, the mounting holes are cleaned of solder residues with a wooden toothpick.
When working, it is advisable to observe the following rules:
- the tip is oriented parallel to the plane of the board;
- due to the danger of overheating of radio components, as well as peeling of current-carrying paths due to overheating, the boards are soldered for no more than 2 seconds;
- Before applying solder, the tip should be cleaned of oxides.
Possible soldering problems
If you have a certain quickly acquired skill, soldering ensures good contact. A few problems are easily identified visually. These include:
- weak heating of the connected components or the so-called. cold soldering - the solder acquires a characteristic dull color, the mechanical strength of the contact decreases, it quickly collapses;
- overheating of components - solder does not cover the surfaces at all, i.e. there is virtually no connection;
- movement of the components being connected until the solder has completely solidified - a visible sharp break in the film of the hardened solder, there is no connection.
Elimination of these defects is carried out by re-soldering.
Conclusion
Soldered connections provide high quality combined with manufacturability. The procedure is easy to implement (you can learn how to solder in a couple of hours), but you must carefully perform several sequential operations, carefully following the operating technology.
You can solder correctly only if you have a working tool.
Possible problems during soldering Always solder in strict compliance with safety regulations.
Video tutorials on how to solder
Usually, a broken wire can be returned to working condition if you simply connect its two ends together at the break point - in theory, for electric current, it is not even necessary for the wire to be a single whole and it will flow, even if the wires are just tightly adjacent to each other . Therefore, to restore the working state of our device, it is enough to simply, for example, twist the wires together (only when the electrical appliance is turned off, of course. For extra safety, you can even wear rubber gloves), and then wrap the fastening area with electrical tape.
If you still need to solder the wires, then in the absence of a soldering iron you can use solder paste.
Without a soldering iron, you can firmly attach the wiring to the wiring in order to further use it for its intended purpose.
It’s not news to anyone that wires can be twisted by hand, having first disconnected them from the electrical network. Twisted wires must be well insulated with insulating tape.
But there is also The best decision. The electrical cables twisted into a single unit (their connection points) must be covered with molten plastic on top. On the market you can buy special finger plastic, which is melted using a special gun and coated with it on the twisting area. This plastic can be heated with a match or a lighter.
You can also buy a wire connector at an electrical parts store. Insert the wiring into it on both sides and tighten it with clamping bolts, and then insulate this connection.
There are at least several ways to attach wires without a soldering iron. Here are just a few of them:
- using electrical tape
- use hot glue. One of the advantages of this method is that it not only glues, but also insulates. By the way, keep in mind that hot glue guns are produced for professional and household use.
- using "clip9. This method is the weakest9, but it is ideal as a temporary rescue measure.
- pressing method. The most effective, but to implement it you will need to purchase special tools and some experience. In any case, the instructions tell you how to use these tools.
No way. Personally, I had to solder a broken wire with a square Soviet boiler, well, that’s how the circumstances turned out. This was possible because the end of the broken rein and the contact pad were generously tinned; they just had to be warmed up and connected. But this, in my humble opinion, is an extreme experience that no one needs in everyday life. From time to time I had to solder the wires with a lighter, in your case it won’t work, you need skill and you won’t be able to solder it everywhere. For example, the wire to the board will not work.
Conclusion: for a pretty girl like the one in her avatar, it’s easier to find a guy with hands and a soldering iron than a soldering iron itself.
My father had homemade soldering iron, which was a copper bar with a pointed end (it was the size of Matchbox) on a metal rod that ended wooden handle. This soldering iron was heated using a gas stove and soldered wires quite well. But since you only need to solder one wire, you can even use a nail, clamp it with pliers and heat it on fire.
A soldering iron is just an electric heating element. Have you seen the soldering iron used to solder buckets and pans?
These were heated either in a stove, or in the fire of a blowtorch, or on a primus stove. You can do the same here too. Take a screwdriver, heat its end on a gas stove and solder it with whatever solder you have. If you don't mind a screwdriver, take something that you don't mind.
How to solder wire to wire at home
A variety of soldering methods and techniques are always used to assemble any electrical circuit, to create a finished printed circuit board with radioelements, so that all the parts are held firmly in place. Not only different wires and cables are soldered, but also light bulbs, resistors, transistors, diodes, microcircuits, keys, buttons, bridge circuits, etc. Not everyone knows how to solder wire to wire, although such a skill is sometimes very necessary.
Soldering can come in handy even at home: if you accidentally burned out a wire in your favorite radio due to a voltage drop in the network, or you decided to build an amplifier with your own hands so that the music at your party would be louder.
Choosing a soldering iron and other tools
Before you start directly soldering, you need to choose a soldering iron and everything else that you may need for the job.
First of all, a soldering iron is selected; they differ in power. Therefore, you should consider what exactly needs to be soldered. If these are radioelements that are afraid of severe overheating, or microcircuits, then the optimal power of the soldering iron will be 5-20 watts. To solder a wire to a wire or terminal, a soldering iron with a power of 40-50 watts is suitable. To connect metal elements that have a thickness of 3 mm or more, you need to choose a soldering iron with a power of 50 watts or more.  Also, to work with a soldering iron you need to prepare:
Also, to work with a soldering iron you need to prepare:
- rosin, flux or soldering acid.
How to prepare for soldering
Before work, the soldering iron tip is cleared of carbon deposits by cleaning it with a file. Then the soldering iron is connected to the network, heated and dipped in rosin.
If you've never used a soldering iron and don't know how to solder wire to wire, you need to practice.  To do this, take a piece of unnecessary wire without insulation and divide it into 12 approximately equal parts of 2.5 cm each. Using tweezers, a soldering iron, solder and flux, try to assemble a cube from these pieces. This will be good practice for learning to solder. After the structure is ready, let it cool and check how tightly all the connections are held. If something falls off, resolder it.
To do this, take a piece of unnecessary wire without insulation and divide it into 12 approximately equal parts of 2.5 cm each. Using tweezers, a soldering iron, solder and flux, try to assemble a cube from these pieces. This will be good practice for learning to solder. After the structure is ready, let it cool and check how tightly all the connections are held. If something falls off, resolder it.
Before work, all places where soldering will be done must be tinned.
Important soldering rules
Soldering wires with a soldering iron requires compliance with certain rules so that the resulting work is neat and reliable. Solder is required for soldering; the most commonly used are POS-40, POS-50, POS-61. The latter is successfully and most often used in production. To perform soldering, you need to heat the place where the solder will be applied to the temperature so that the solder can melt and the wires do not overheat. 
All work on soldering wires consists of successive stages:
— The wires are prepared for soldering. The oxide film must be removed by wiping with soldering acid or rosin.
— A pre-heated soldering iron is brought to the solder, only a small amount is taken to avoid large deposits in the soldering areas.
— The wire to be soldered is applied to the wire and a soldering iron is brought to the place of their contact exactly for the time required for the solder to remain at the junction of the wires.
There is no need to hold the soldering iron too close to the wires. A couple of seconds is enough for the solder to hold the wires together. After the tip is removed from the soldering site, the solder hardens. To ensure that the joint does not have to be re-soldered and that it turns out neat, the wires must be held motionless until the solder has completely hardened. If there is an excess of flux at the soldering site, it must be removed. This is necessary so that the soldering area does not oxidize over time.
Before you can practice on personal experience how to solder wire to wire, here are a few useful tips that you may need.
When soldering, you do not need to use a lot of solder; a little bit is enough so that the solder can get into the micro-gaps of the material and hold the wires together. This will be enough for the forces of intermolecular interaction to begin to act.
To remove excess solder, you can use braided shielding taken from any cable. You can also use a soldering iron that has a groove on the tip into which excess solder falls when it touches the soldering area. 
Too much solder can cause the contacts to short out.
If you put too little solder on the tip of the soldering iron, you won't be able to solder anything.
If there is a lot of carbon deposits or flux left on the soldering iron, the soldering will turn out to be of poor quality. The same thing will happen if the soldering iron is not heated to the required temperature.
Do not forget that you need to solder with good exhaust hood or in a well-ventilated area.
Now you know how to solder wire to wire correctly.

20 photos of cats taken at the right moment Cats are amazing creatures, and perhaps everyone knows about this. They are also incredibly photogenic and always know how to find themselves in right time in rules

13 signs that you have the best husband Husbands are truly great people. What a pity that good spouses don't grow on trees. If your significant other does these 13 things, then you can s.

Unforgivable Movie Mistakes You Probably Never Noticed There are probably very few people who don't enjoy watching movies. However, even in the best cinema there are mistakes that the viewer can notice.

7 Body Parts You Shouldn't Touch with Your Hands Think of your body as a temple: you can use it, but there are some sacred places that you shouldn't touch with your hands. Research showing.

Surprise: Husbands Want Their Wives to Do These 17 Things More Often If you want your relationship to be happier, you should do the things on this simple list more often.

10 charming celebrity children who look completely different today Time flies, and one day little celebrities become adults who are no longer recognizable. Pretty boys and girls turn into...
How to solder pipes and wires without a special soldering iron
Metal pipes, which were standard in the past, are today increasingly being replaced by plastic ones, or more precisely, polypropylene (as well as PVC). And if the first ones are usually used for installation welding machine, then the polymer analogues are mounted using a special soldering iron. However, the latter may not be at hand at the moment when it is necessary to solder one of these pipes. Is there a way out of this situation? Actually yes. In addition, here we will look at soldering wires.
In what situations may soldering be necessary?
- Installation of water supply, drainage and heating systems;
- Repair work on heating and water supply systems;
- The need to connect two wires;
- Repairing the awning - sealing the holes.

Is there an alternative to a professional soldering iron for polypropylene pipes?
Before we sort out the soldering of wires and awnings, let's focus on the pipes. The machine for welding them costs several thousand rubles. Mostly professionals buy it for themselves, but for ordinary person This device simply won’t pay for itself. In this regard, we have to look for an alternative option, which may become much more common in ordinary homes. gas-burner.
This burner performs well both in repair and installation. At the same time, it can solder both small-diameter pipes and fairly large analogues. It is used not only for connecting pipes, but also as a means of installing plastic taps to control the flow of water into the pipeline.
Tips for joining polypropylene pipes without a soldering iron
- The quality of the connection largely depends on the cleanliness and absence of grease on the pipes themselves. Therefore, before work, it is recommended to degrease and clean them from dirt;
- All pipes, as well as fittings and other parts must be from the same manufacturer. This way you will be sure that the same temperature effect must be applied to connect them. In addition, you should not skimp on quality. Its absence may appear both during the soldering process and during subsequent operation;
- Do not solder in cold conditions. If, for some reason, the room temperature has dropped by less than +5 degrees, the connection may be fragile;
- It is recommended to practice on unnecessary sections of pipe.
Alternative - PVC pipes
There are plastic pipes that do not require soldering, since they can be glued together. In addition, they have all-plastic pipe threads located on the internal and external sides.
In addition, there is a special solvent-based cement for PVC and CPVC pipes. After treatment with this cement, the surface becomes soft and can be quickly glued together.

The procedure for soldering polypropylene pipes
- Compilation detailed diagram, marking of turning points, location of taps, corners and other elements of the system;
- Pipe cutting. It is best to take with a margin of 25 millimeters, which will be fused onto the fitting;
- The pipe and burner are heated using a fitting. The temperature is approximately 280 degrees Celsius;
- The fused elements are held together until they cool.
A universal method of soldering an awning
With the arrival of the warm season, the need for awnings increases. When you put it out on your property or take a small tent for a picnic, you may find an unpleasant surprise - a hole. Is it worth buying a new awning after this or can I somehow correct the situation?
For soldering, we need a construction hair dryer, which will have a special crevice nozzle, as well as a patch with a roller. After preliminary cleaning the damaged area and patching it from dust and grease, it is necessary to place the awning on a flat surface. Having attached the patch to it, we begin to heat both surfaces using a crevice nozzle, simultaneously securing it with a roller. The better you heat the surfaces, the better they will stick to each other. But here it is extremely important not to overdo it and not burn a hole.
Soldering wires without a soldering iron using soldering tape
Despite the fact that a regular soldering iron is found in our homes much more often than its counterpart for plastic pipes, it still may not be at hand at the right time when you need to connect two wires. Of course, you can try to twist them and wrap them with “blue electrical tape,” but this option is only temporary. At the same time, you can connect wires “forever” without a soldering iron.
A special soldering tape will help us with this, which allows us to create a durable polymer layer around the wire, providing a complete connection and insulation of the problem area. The stages of working with this tape are as follows:
- Stripping the wires that we will connect and their subsequent twisting;
- Removing the protective layer from the tape and wrapping it around the twisting area;
- Heating the tape with an open flame until it melts and evenly covers the problem area. Regular matches are suitable for this;
- After the tape has cooled, remove excess flux. The wire is fully connected and ready for further use.
Welding wires using special paste
The paste is used to join various metals such as steel, nickel, copper and others. The reason for this versatility is that this material produced on the basis of silver. In general, the paste contains flux, solder and binding components crushed to a powder state. In the vast majority of cases, this method is used for soldering small wires. So, if your favorite headphones are out of order, and you don’t have a soldering iron at hand, then ideal solution it will become just paste. The way to use it is extremely simple:
- We clean the wires and twist them together;
- Apply the paste to the twist area as evenly as possible;
- With help a regular lighter the paste is heated until it melts and turns into a full-fledged solder;
- After this, it is necessary to insulate all exposed parts of the wire. The ideal means for this is a heat shrink sleeve. We put it on the joint, then heat it up and get reliable insulation.
This video is not available.
How to solder without a soldering iron. What to do when you need a soldering iron, but you don’t have it at hand.
Sometimes there are times when there is an urgent need to solder something, but there is no soldering iron in the house. It doesn’t matter, you can solder anything without it. To do this we need a few things: a piece copper wire with a diameter of about 0.5 mm, from which we will make a soldering tip, a simple strip of cotton and a heater (in my case, I used a gas mini turbo burner). We take our piece of wire, cut it to a length of about 5 cm, and at one edge we make a cut angle of 45 degrees. Next, we wrap the second end of the piece of wire with a strip of cotton, this will be the holder. Now all that remains is to heat up our tip for soldering onto the heating pads. That's all, the mini soldering iron is ready for use. See exactly how I did this in this video.
How to solder wires without a soldering iron?
Soldering is used to connect parts on a board - this is the most common way to connect two elements to each other. But sometimes it happens that you urgently need to connect wires, but there is no soldering iron at hand. What can be done in such a situation, especially if you need to attach a radio component to the board? It is this question that we will try to answer today. But before you start soldering, you need to prepare your tools and tinning.
What might you need for work?
To solder without using standard equipment, you will need the following items:
- tin solder;
- rosin;
- solder paste;
- a piece of fabric;
- fire source;
- steel container;
- pliers.
Depending on which connection method without a soldering iron will be used, this equipment changes.
Tinning method
If you need to solder two parts and connect them together, you must first apply solder to their surface. This applies to both wires and radio components. Tinning is necessary in order to improve the contact properties of the surfaces of the elements being connected. To do this, you cannot do without a soldering iron, which melts the solder, especially if you need to fix the radio component on the board. But today we will tell you how to do without it.
To make tinning without a soldering iron, you will need a small metal vessel. This could be a jar lid or something similar. Solder is placed in it. No need to put large pieces. Pieces of rosin are also placed there. It is better to use solder from pure tin; POS60 is perfect. After this, the composition is heated on gas or electric stove until completely melted, and it can be used for its intended purpose - it can be soldered.
This way you can quickly and easily tin the wires or contacts of the part before installing them on the board. To do this, just dip the contact in the resulting composition, then move the wire along wooden block so that the solder spreads over its entire surface, or wipe off the excess with a rag. This is the easiest way to tinning without a soldering iron.
Foil as a soldering method
Connecting a pair of contacts without a soldering iron can be done using foil. This method applies especially well to wires. First, you need to remove the insulating layer from them - about 30 mm, no more. Then the same operation is carried out as described above, this is the easiest way to solder. But in this case, using heated solder, it is not tinning, but soldering. If there is no electric or gas stove nearby, you can use a fire, candle or other source of fire.
The wire, stripped of insulation, is placed in a vessel with molten solder so that the entire bare end is covered with it. After this, the wire is removed, and the remaining solder is quickly wiped off using thick fabric. The main thing is not to get burned. Only a thin and even layer of tin remains on the surface. Then this procedure is done with the other wire, after which you can solder. It is advisable to press them with something, for example, pliers, but not too much, just so that adhesion occurs.
If it is necessary to solder or tin any flat surface, then everything is done differently. Solder is poured onto it, previously planed with a knife as finely as possible, and a small piece of rosin is placed. Detail reverse side brought to the source of fire. When the solder begins to melt, it must be rubbed with a metal object, knife or foil. Using a rag, remove all excess. And then we begin to solder, that is, everything is done in the same way as described above.
Soldering copper wires
To connect copper wires with a cross-section of no more than 0.75 mm without a soldering iron, you can go the other way. The ends of the wires are pre-tinned, after which they must be twisted together, they are wrapped in foil, which prevents overheating of the wire and damage to the insulating layer. The area to be soldered is heated until the solder begins to melt. Heating in this case can be done using matches or a lighter. The solder that was used for tinning will melt and connect the 2 ends together. When it cools, the connection will be strong, just like using a soldering iron.
Approximately the same thing is done when you need to solder one contact to the middle of the wire. In this case, the end is wound to the desired connection point, the second wire, to which the first is attached, is bent, and then everything is carried out according to the standard scheme.
Alternative soldering method using foil
There is another method for quickly soldering using foil. To do this, a narrow strip the size of the connection area is cut out of it. From this piece a trench is made into which the twisted ends of the wires are placed. Tinning in this case is not necessary. Crushed solder and rosin are poured into this chute along the entire length of the connection. Then the foil is wrapped (and quite tightly) around the contacts so that nothing spills out of it, and heated to the melting temperature of tin.
You can use pliers to secure the foil firmly. When the solder starts to melt, heating stops. After the connection has cooled, the foil is removed. Subsequently, excess solder is removed with a file or sandpaper, and a neat and strong connection is obtained.
Soldering parts to boards
This process is more complex and serious than the methods described above, and it is not so easy to do it without a soldering iron, but it is quite possible. In this case, to solder, you will need the following tools:
- autogenous lighter;
- pliers;
- clip;
- brush;
- flat screwdriver.
This will be quite enough. But the most important item, without which such soldering will be impossible, is solder paste. Using this method, you can solder not only a wire, but even a radio component to the board.
First, you need to clean the area on the board where the connection will be made, and remove the insulation from the wire contact. Then the paste is applied to the board: a brush is used for this. The soldering area is heated by fire sources. In this way, a connection occurs, and as a result, it is possible to solder the contacts. There seems to be nothing complicated in this process, but heating should be done carefully, and it is desirable that the flame be directed, so it is recommended to use an autogenous lighter. Do not hold the wire or part with your hands; pliers or pliers are suitable for this. A screwdriver or paperclip is used to connect the wires on the board and hold them until the final connection is made.
How to make a homemade soldering device?
Another way out of the situation when you need to solder elements, but there is no soldering iron at hand is to make homemade device. All you need for this is a copper cable, no longer than 10 cm and with a diameter of at least 4 mm. One end of it is ground down at the corners so that the shape of a screwdriver tip is obtained. A handle is made at the other end - it can be made from any piece of wood. To work with such a device, it must be heated over a fire.
You can also build for him convenient stand. You will need a flat metal container for solder and rosin. Now you can solder almost anything. Soldering should be done near a fire source - it could even be a street fire. The main thing when working with such a device is maximum caution and accuracy.
Attention, TODAY only!
The ability to solder in modern life, saturated with electrical appliances and electronics, is just as necessary as the ability to use a screwdriver and plunger. There are many methods for soldering metals, but first of all you need to know how to solder with a soldering iron, although in living conditions feasible and other methods may also be needed. This article is intended to help those who want to master the technology of manual soldering work.
Fluxes
Soldering fluxes are divided into neutral (inactive, acid-free), which do not react chemically with the base metal or interact to an insignificant extent, activated, which chemically act on the base metal when heated, and active (acidic), which act on it even when cold. In regard to fluxes, our century has brought the most innovations; mostly still good, but let's start with the unpleasant ones.
The first is technically pure acetone for washing rations in wide sale no longer exists due to the fact that it is used in the underground production of drugs and itself has a narcotic effect. Substitutes for technical acetone are solvents 646 and 647.
Secondly, zinc chloride in activated flux pastes is often replaced with sodium teraborate - borax. Hydrochloric acid is a highly toxic, chemically aggressive volatile substance; Zinc chloride is also toxic, and when heated it sublimates, i.e. evaporates without melting. Borax is safe, but when heated it releases a large amount of water of crystallization, which slightly impairs the quality of soldering.
Note: borax itself is a soldering flux for soldering by immersion in molten solder, see below.
The good news is that there is now a wide range of fluxes on sale for all soldering occasions. For ordinary soldering work, you will need (see figure) inexpensive SCF (alcohol rosin, former CE, second in the list of acid-free fluxes in Table I.10 in the figure above) and soldering (etched) acid, this is the first acid flux on the list. SKF is suitable for soldering copper and its alloys, and soldering acid is suitable for steel.
SKF rations must be washed: rosin contains succinic acid, which destroys metal upon prolonged contact. In addition, accidentally spilled SCF instantly spreads over a large area and turns into an extremely sticky muck that takes a very long time to dry, the stains from which cannot be removed from clothes, furniture, or the floor and walls. In general, SKF is a good flux for soldering, but not for slow-witted people.
A complete substitute for SCF, but not so nasty if handled carelessly, is TAGS flux. Steel parts are more massive than is permissible for soldering with soldering acid, and more durable, they are soldered with F38 flux. The universal flux can be used to solder almost any metal in any combination, incl. aluminum, but the strength of the joint with it is not standardized. We'll come back to soldering aluminum later.
Note: Radio amateurs, keep in mind - there are now fluxes on sale for soldering enameled wires without stripping!
Other types of soldering
Hobbyists also often solder with a dry soldering iron with a bronze untinned tip, the so-called. soldering pencil, pos. 1 in Fig. It is good where solder spreading outside the soldering zone is unacceptable: in jewelry, stained glass, soldered objects of applied art. Sometimes surface-mounted microchips are also dry soldered with pin spacing of 1.25 or 0.625 mm, but this is a risky business even for experienced specialists: poor thermal contact requires excess soldering iron power and prolonged heating, and it is impossible to ensure stable heating during manual soldering. For dry soldering, use harpius from POSK-40, 45 or 50 and flux pastes that do not require removal of residues.
Dead-end twists of thick wires (see above) are soldered by immersion in a futorka - a bath of molten solder. Once upon a time the futorka was heated blowtorch(pos. 2a), but now this is primitive savagery: electrofutorka, or soldering bath (pos. 2) is cheaper, safer and gives best quality rations. The twist is introduced into the futor through a layer of boiling flux, which is applied to the solder after it has melted and warmed up to operating temperature. The simplest flux in this case is rosin powder, but it soon boils away and burns even faster. It is better to flux the futor with brown, and if the soldering bath is used for galvanizing small parts, then this is the only possible variant. In this case, the maximum temperature of the futor should not be lower than 500 degrees Celsius, because zinc melts at 440.
Finally, solid copper in products, e.g. pipes are soldered using high-temperature flame soldering. It always contains unburned particles that greedily absorb oxygen, so the flame has, as chemists say, restorative properties: it removes residual oxide and prevents the formation of new ones. At pos. 3 you can see how the flame of a special soldering torch literally blows out everything unnecessary from the soldering area.
High-temperature soldering is carried out, see Fig. on the right, evenly rubbing the soldering area with pressure with a stick of hard solder 2. The flame of the torch 3 should follow the solder so that the hot spot is not exposed to air. First, the soldering zone is heated until the colors become tarnished. You can solder something else to the surface tinned with hard solder using soft solder as usual. For more information on flame soldering, see later when it comes to pipes.
It’s funny, but in some sources the soldering torch is called a soldering station. Well, a rewrite is a rewrite, whatever you get from it. In fact, a desktop soldering station (see next figure) is equipment for fine soldering work: with microchips, etc., where overheating, spreading of solder where it is not needed, and other flaws are unacceptable. The soldering station accurately maintains the set temperature in the soldering zone, and, if the station is gas, it controls the gas supply there. In this case, the torch is included in its kit, but the soldering torch itself, the soldering station, is nothing more than a quarry - St. Basil's Cathedral.
How to solder aluminum
Thanks to modern fluxes, soldering aluminum has become generally no more difficult than copper. F-61A flux is intended for low-temperature soldering, see fig. Solder – any analogue of Avia solders; There are different ones on sale. The only thing is that it is better to insert a tinned bronze rod into the soldering iron with notches on the tip approximately like a file. Under the layer of flux, it will easily scrape off the strong oxide film, which prevents aluminum from being soldered just like that.
F-34A flux is intended for high-temperature soldering of aluminum with 34A solder. However, you need to be very careful when heating the soldering zone with a flame: the melting point of aluminum itself is only 660 Celsius. Therefore, for high-temperature soldering of aluminum it is better to use flameless chamber soldering (furnace-heated soldering), but the equipment for it is expensive.
There is also a “pioneer” method of soldering aluminum with preliminary copper plating. It is suitable when only electrical contact is required and mechanical stress in the soldering area is excluded, for example, if it is necessary to connect an aluminum casing to the common busbar of a printed circuit board. “In a pioneering way,” aluminum soldering is carried out on the installation shown in Fig. left. Powder copper sulfate pour in a heap into the soldering zone. A harder toothbrush, wrapped in bare copper wire, is dipped into distilled water and the vitriol is rubbed with pressure. When a copper spot appears on the aluminum, it is tinned and soldered as usual.
Fine soldering
Soldering printed circuit boards has its own peculiarities. How to solder parts onto printed circuit boards, in general, see the small master class in the drawings. Tinning of wires is no longer necessary, because the terminals of the radio components and chips are already tinned.
In amateur conditions, firstly, there is little point in tinning all current-carrying paths if the device operates at frequencies up to 40-50 MHz. IN industrial production boards are tinned using low-temperature methods, for example. spraying or galvanic. Heating the tracks along their entire length with a soldering iron will worsen their adhesion to the base and increase the likelihood of delamination. After installing the component, it is better to varnish the board. This will immediately darken the copper, but this will not affect the performance of the device in any way, unless we are talking about microwaves.
Then, look at the ugly thing on the left of the trail. rice. For such a marriage, and in the bad memory of the Soviet MEP (Ministry of Electronic Industry), installers were demoted to loaders or helpers. It’s not even a matter of appearance or excessive consumption of expensive solder, but, firstly, the fact that during the cooling of these plaques both the mounting pads and the parts overheated. And large heavy influxes of solder are rather inert weights for already weakened tracks. Radio amateurs are well aware of the effect: if you accidentally push a “cuttlefish” board onto the floor, 1-2 or more tracks peel off. Without waiting for the first re-soldering.
Solder sagging on printed circuit boards must be round, smooth, and no more than 0.7 times the diameter of the installation site, see on the right in Fig. The tips of the leads should protrude slightly from the beads. By the way, the board is completely homemade. There is a way at home to make a printed edit as accurate and clear as a factory one, and even display the inscriptions you want. White spots are reflections from the varnish during photography.
Swellings that are concave and especially wrinkled are also a defect. Just a concave bead means that there is not enough solder, and a wrinkled bead means that air has penetrated into the solder. If the assembled device does not work and there is a suspicion of a faulty connection, look first in these places.
ICs and chips
In essence, an integrated circuit (IC) and a chip are the same thing, but for clarity, as is generally accepted in technology, we will leave the “microchip” microcircuits in DIP packages, up to and including large ones in terms of the degree of integration, with pins separated by 2.5 mm, installed in mounting holes or soldering caps if the board is multilayer. Let the chips be ultra-large “million-dollar” ICs, mounted on the surface, with pin pitches of 1.25 mm or less, and the microchips – miniature ICs in the same cases for phones, tablets, and laptops. We do not touch processors and other “stones” with rigid multi-row pins: they are not soldered, but installed in special sockets, which are sealed into the board once when it is assembled at the enterprise.
Soldering iron grounding
Modern CMOS (CMOS) ICs are the same in sensitivity to static electricity as TTL and TTLSh, holding a potential of 150 V for 100 ms without damage. The amplitude value of the effective network voltage is 220 V - 310 V (220x1.414). Hence the conclusion: you need a low-voltage soldering iron, for a voltage of 12-42V, connected through a step-down transformer on the hardware, not through a pulse generator or capacitive ballast! Then even a direct test on the tip will not ruin expensive chips.
There are still random, and even more dangerous, surges in mains voltage: welding was turned on nearby, there was a power surge, the wiring sparked, etc. The most reliable way to protect yourself from them is not to remove “stray” potentials from the soldering iron tip, but not to let them escape from there. For this purpose, even at special enterprises of the USSR, the circuit for switching on soldering irons was used, shown in the figure:
The connection point C1 C2 and the transformer core are connected directly to the protective ground loop, and to midpoint secondary winding - screen winding (open coil of copper foil) and workplace grounding conductors. This point is connected to the circuit with a separate wire. If the transformer has sufficient power, you can connect as many soldering irons as you like to it, without worrying about grounding each one individually. At home, points a and b are connected to a common ground terminal with separate wires.
Microcircuits, soldering
Microcircuits in DIP packages are soldered like other electronic components. Soldering iron – up to 25 W. Solder – POS-61; flux - TAGS or alcohol rosin. You need to wash off its remains with acetone or its substitutes: alcohol takes the rosin hard, and it is not possible to completely wash it off between the legs either with a brush or a rag.
As for chips, and especially microchips, soldering them manually is strongly not recommended for specialists of any level: this is a lottery with very problematic winnings and very likely losses. If it comes to such subtleties as repairing phones and tablets, you will have to fork out for a soldering station. Using it is not much more difficult than a hand soldering iron, see the video below, and the prices of quite decent soldering stations are now affordable.
Video: microcircuit soldering lessons
Microcircuits, desoldering
“Correctly”, ICs are not desoldered for testing during repairs. They are diagnosed on site using special testers and methods, and the unusable ones are removed once and for all. But amateurs cannot always afford it, so just in case, below we provide a video about methods for desoldering ICs in DIP packages. Craftsmen also manage to desolder chips with microchips, for example, by slipping a nichrome wire under a number of pins and heating them with dry soldering irons, but this is an even less winning lottery than manual installation of large and extra-large ICs.
Video: desoldering microcircuits - 3 ways
How to solder pipes
Copper pipes are soldered using a high-temperature method with any hard copper solder with activated flux paste, which does not require removal of residues. Next, there are 3 options:
- In copper (brass, bronze) couplings– soldering fittings.
- With full distribution.
- With incomplete distribution and compression.
Soldering copper pipes into fittings is more reliable than others, but requires significant additional costs for couplings. The only case when it is irreplaceable is a drainage device; then a tee fitting is used. Both soldered surfaces are not tinned in advance, but are coated with flux. Then the pipe is inserted into the fitting, securely fixed and the joint is soldered. Soldering is considered complete when the solder stops going into the gap between the pipe and the coupling (0.5-1 mm is needed) and protrudes outward as a small bead. The fastener is removed no earlier than 3-5 minutes after the solder has hardened, when the joint can already be held by hand, otherwise the solder will not gain strength and the joint will eventually leak.
How pipes with full distribution are soldered is shown on the left in Fig. The “distributed” soldering holds the same pressure as the fitting one, but requires additional pressure. special tools for unrolling the socket and increased solder consumption. Fixing the soldered pipe is not necessary; it can be pushed into the socket with a twist until it jams tightly, so soldering with full distribution is often done in places that are inconvenient for installing the clamp.
In home wiring made from thin-walled pipes of small diameter, where the pressure is already low and its losses are insignificant, soldering with incomplete expansion of one pipe and narrowing of the other may be advisable, pos. I on the right in Fig. To prepare the pipes, a round stick made of hard wood with a conical tip of 10-12 degrees on one side and a truncated-conical hole of 15-20 degrees on the other, pos. II, is sufficient. The ends of the pipes are processed until they fit into each other without jamming for approx. by 10-12 mm. The surfaces are tinned in advance, more flux is applied to the tinned ones and they are connected until they jam. Then they heat until the solder melts and prop up the narrowed pipe until it jams. Solder consumption is minimal.
The most important condition for the reliability of such a joint is that the narrowing must be oriented along the flow of water, pos. III. Bernoulli's school law is a generalization for an ideal fluid in a wide pipe, and for a real fluid in a narrow pipe, due to its (liquid) viscosity, the maximum pressure jump shifts opposite to the current, pos. IV. A component of pressure force arises, pressing the narrowed pipe against the distributor, and the soldering turns out to be very reliable.
What else?
Oh yes, soldering iron stands. The classic one, on the left in the figure, is suitable for any rod. Where the trays for solder and rosin should be placed on it is up to you; there are no regulations. For low-power soldering irons with an apron, simplified stands-brackets in the center are suitable.











Soldering with a soldering iron is one of the most common and simplest soldering methods, but it has two significant limitations. Firstly, a soldering iron can only be soldered with low-melting (soft) solders, and secondly, it cannot (or, in any case, is difficult) to solder massive parts with a large heat sink - due to the impossibility of heating them to the melting temperature of the solder. The last limitation is overcome by heating the part to be soldered with an external heat source - a gas burner, electric or gas stove or in some other way - but this complicates the soldering process.
Before you solder with a soldering iron, you need to get everything you need. The main tools and materials without which soldering is impossible include the soldering iron itself, solder and flux.
Soldering irons
Depending on the heating method, soldering irons can be “conventional” - electric (with a spiral or ceramic heater), gas (with a gas burner), hot-air (heat is transferred by air flow), and induction. Massive hammer soldering irons can be heated not only with electricity, but also in the old fashioned way - with an open flame.
You can learn how to use such a soldering iron from the descriptions of the technology of tin work, which is where they were used most often. Nowadays, electric soldering irons are usually used due to their availability and ease of use. But the first soldering irons were heated over an open flame.

The main parameter by which a soldering iron is selected is its power, which determines the amount of heat flow transferred to the parts being soldered. Devices with a power of up to 40 W are used for soldering electronic components. Thin-walled parts (with a wall thickness of up to 1 mm) require a power of 80-100 W.


For parts with a wall thickness of 2 mm or more, soldering irons with a power above 100 W will be needed. These are, in particular, electric hammer soldering irons that consume up to 250 W and higher. The most energy-intensive soldering irons include, for example, the Ersa Hammer 550 hammer soldering iron with a power of 550 W. It is capable of heating up to a temperature of 600°C and is designed for soldering particularly massive parts - radiators, machine parts. But it has an inadequate price.

In addition to the massiveness of the part, on required power soldering iron also affects the thermal conductivity of the metal being soldered. As it increases, the power of the device and its heating temperature must be increased. When soldering parts made of copper with a soldering iron, it must be heated more than when soldering a part of the same mass, but made of steel. By the way, when working with copper products, a situation may arise when, due to the high thermal conductivity of the metal, during soldering, desoldering of previously completed areas will occur.
Solders
When soldering with electric soldering irons, low-temperature tin-lead (POS-30, POS-40, POS-61), tin-silver (PSr-2, PSr-2.5) or other solders and pure tin are used. The disadvantages of solders containing lead include the harmfulness of the latter, and the advantages include better soldering quality than that of lead-free solders. Pure tin is used for soldering food utensils.
Fluxes
It is generally accepted that tin, silver, gold, copper, brass, bronze, lead, and nickel silver can be soldered well. Satisfactory - carbon and low-alloy steels, nickel, zinc. Poor - aluminum, high-alloy and stainless steels, aluminum bronze, cast iron, chrome, titanium, magnesium. However, without disputing these data, we can say that there is no poorly soldered metal, there is poor preparation of the part, incorrectly selected flux and incorrect temperature conditions.Choosing the right flux for soldering means solving the main problem of soldering. It is the quality of the flux that primarily determines the solderability of a particular metal, the ease or difficulty of the soldering process itself, and the strength of the connection. The flux must correspond to the material of the products being soldered - in its ability to destroy its oxide film.
Acidic (active) fluxes, such as "Soldering Acid" based on zinc chloride, cannot be used when soldering electronic components, as they conduct well electricity and cause corrosion, however, due to their aggressiveness, they prepare the surface very well and are therefore indispensable for soldering metal structures, and the more chemically resistant the metal, the more active the flux should be. Residues of active fluxes must be carefully removed after soldering is completed.
Effective fluxes for soldering steel are an aqueous solution of zinc chloride, soldering acids based on it, and LTI-120 flux. You can use other, stronger fluxes, of which there are plenty on the market.

The main difference between soldering stainless steels with a soldering iron and soldering carbon and low-alloy steels is the need to use more active fluxes, which are required to destroy the chemically resistant oxides with which stainless steels are coated. As for cast iron, it needs to be soldered with high-temperature soldering, and, therefore, an electric soldering iron is not suitable for this purpose.
Used for stainless steel phosphoric acid. Specialized fluxes, such as F-38, also cope well with chemically resistant oxide films.

For galvanized iron, you can use a composition containing rosin, ethyl alcohol, zinc chloride and ammonium chloride (LK-2 flux).
Auxiliary materials and devices
You can do without some devices and materials used for soldering, but their presence makes the work much more convenient and comfortable.Soldering iron stand serves to ensure that the heated soldering iron does not touch the table or other objects. If it does not come with a soldering iron, you can purchase it separately or make it yourself. The simplest stand can be made from a thin sheet of tin, cutting grooves in it for storing tools.

Wet viscose or foam rubber sponge, placed in a socket to prevent falling out, it is much more convenient to clean the tip of the soldering iron than with a regular cloth. Brass shavings can also serve for the same purposes.

You can remove excess solder from the surface of parts using special suction or braids. First appearance and the design resembles a syringe equipped with a spring. Before use, it must be cocked by recessing the rod head. By bringing the nose to the molten solder, the spring is released by pressing the release button. As a result, excess solder is drawn into the removal head.

It is a braid of fluxed thin copper wires. By placing its end on the solder and pressing it on top with a soldering iron, thanks to capillary forces you can collect all the excess solder in it like a blotter. The tip of the braid, saturated with solder, is simply cut off.


A very useful device is called third hand(Third-Hand Tool). When working with a soldering iron, sometimes there are catastrophically “not enough hands” - one is occupied with the soldering iron itself, the other with the solder, but you still need to hold the soldered parts in a certain position. The “third hand” is convenient because its clamps can be easily installed in any position relative to each other.

Soldering holder "Third hand"
The parts being soldered are heated to high temperatures; touching them can cause you to get burned. Therefore, it is desirable to have various clamping devices that allow the manipulation of heated parts - pliers, tweezers, clamps.
Preparing the soldering iron for use
When you turn on the soldering iron for the first time, it may start to smoke. There is nothing wrong with this, the oils used to preserve the soldering iron simply burn out. You just need to ventilate the room.Before using a soldering iron, you need to prepare its tip. Preparation depends on its original form. If the tip is made of bare copper, the tip can be forged into a screwdriver shape, this will seal the copper and make it more resistant to wear. You can simply sharpen it with sandpaper or a file, giving it the required shape - in the form of a sharp or truncated cone with different angle, tetrahedral pyramid, angular bevel on one side. To protect copper from oxidation, they are used metal coatings from nickel. If the soldering iron has such a coating, then it cannot be forged or sharpened to avoid damaging the coating layer.
There is a standardized range of tip shapes, but you can, of course, use any shape suitable for the particular job.

When soldering massive parts, the contact area between the soldering iron and the part should be maximum to ensure better heat transfer. In this case, angular sharpening of a round rod (2 in the photo above) is considered the best. If you plan to solder small parts, then a sharp cone (4), knife or other shapes with small angles are suitable.
Instructions for using a soldering iron with an uncoated copper tip contain one mandatory requirement- tinning the “tip” of a new soldering iron in order to protect it from oxidation and wear. Moreover, this should be done at the first heating, without delay. Otherwise, the “tip” will be covered with a thin layer of scale, and the solder will not want to stick to it. This can be done in different ways. Warm up the soldering iron to operating temperature, touch the “tip” to the rosin, melt the solder on it and rub the solder on a piece of wood. Or wipe the heated tip with a rag moistened with a solution of zinc chloride, melt solder on it and rub it over the tip with a piece of ammonia or rock table salt. The main thing is that as a result of these operations, the working part of the tip is completely covered with a thin layer of solder.
The need to tin the tip is caused by the fact that the flux gradually corrodes, and the solder dissolves the tip. Due to loss of shape, the tip has to be sharpened regularly, and the more active the flux, the more often, sometimes several times a day. For nickel-plated tips, nickel blocks access to copper, protecting it, but such tips require careful handling, they are afraid of overheating, and it’s not a fact that the manufacturer has done enough high-quality coating, for which it requires an overpayment.
Preparing parts for soldering
Preparing parts for soldering involves performing the same operations regardless of what type of soldering (low-temperature or high-temperature) is performed, and what heating source (electric or gas soldering iron, gas torch, inductor or something else) is used.First of all, this is cleaning the part from dirt and degreasing. There are no special subtleties here - you need to use solvents (gasoline, acetone or others) to clean the part from oils, fats, and dirt. If there is rust, it must be removed with any suitable mechanically- by using emery wheel, wire brush or sandpaper. In the case of high-alloy and stainless steels, it is advisable to treat the edges being joined with an abrasive tool, since the oxide film of these metals is particularly strong.
Soldering temperature
The heating temperature of the soldering iron is the most important parameter; the quality of soldering depends on the temperature. Insufficient temperature manifests itself in the fact that the solder does not spread over the surface of the product, but forms a lump, despite the preparation of the surface with flux. But even if the soldering was successful in appearance (the solder melted and spread over the joint), the soldered joint turns out to be loose, matte in color, and has low mechanical strength.The soldering temperature (temperature of the parts being soldered) should be 40-80°C higher than the melting temperature of the solder, and the heating temperature of the tip should be 20-40°C higher than the soldering temperature. The last requirement is due to the fact that when it comes into contact with the parts being soldered, the temperature of the soldering iron will decrease due to heat dissipation. Thus, the heating temperature of the tip should exceed the melting temperature of the solder by 60-120°C. If a soldering station is used, the required temperature is simply set by the regulator. When using a soldering iron without temperature control, its actual value, when using rosin as a flux, can be assessed by the behavior of the rosin when touched by the soldering iron. It should boil and release abundant steam, but not burn instantly, but remain on the tip in the form of boiling drops.
Overheating the soldering iron is also harmful; it causes combustion and charring of the flux until it activates the junction surface. Overheating is indicated by a dark film of oxides appearing on the solder located at the tip of the soldering iron, as well as by the fact that it does not stay on the “tip” and flows off it.
Soldering technique with a soldering iron
There are two main methods of soldering with a soldering iron:- Supply (drain) of solder onto the parts to be soldered from the tip of the soldering iron.
- Supplying solder directly to the parts to be soldered (to the pad).
With any method, you must first prepare the parts for soldering, install and secure them in their original position, heat the soldering iron and moisten the joint with flux. Further steps differ depending on which method is used.
When feeding solder from a soldering iron, a certain amount of solder is melted on it (to keep it on the tip) and the “tip” is pressed against the parts being soldered. In this case, the flux will begin to boil and evaporate, and the molten solder will move from the soldering iron to the soldering joint. The movement of the tip along the future seam ensures the distribution of solder along the joint.

Solder on the jelly may be sufficient if the tip has simply acquired a metallic sheen. If the shape of the tip has noticeably changed, there is too much solder.

When applying solder directly to a junction, use a soldering iron to first heat the parts to soldering temperature, and then apply solder to the part or to the joint between the soldering iron and the part. As the solder melts, it will fill the joint between the parts being soldered. You should choose exactly how to solder with a soldering iron - the first or second method - depending on the nature of the work being performed. The first method is better for small parts, the second for large parts.
The basic requirements for high-quality soldering include:
- good heating of the soldering iron and parts being soldered;
- sufficient amount of flux;
- entering the required amount of solder - exactly as much as required, but no more.
Here are some tips on how to solder correctly with a soldering iron.
If the solder does not flow, but is smeared, it means that the temperature of the parts has not reached the required values, you need to increase the heating temperature of the soldering iron or use a more powerful device.
There is no need to add too much solder. High-quality soldering requires the presence of a minimum sufficient amount of material in the joint, at which the seam turns out to be slightly concave. If there is too much solder, there is no need to try to attach it somewhere at the joint; it is better to remove it with suction or braiding.
The quality of the junction is indicated by its color. High quality - the solder has a bright shine. Insufficient temperature makes the structure of the junction grainy and spongy - this is a definite defect. Burnt solder looks dull and has reduced strength, which in some cases may be quite acceptable.
When using active (acidic) fluxes, it is necessary to wash off their remains after soldering - somehow detergent or regular alkaline soap. Otherwise, there is no guarantee that after some time the connection will not be destroyed by corrosion from remaining acids.
Tinning
Tinning - coating the metal surface with a thin layer of solder - can be either an independent, final operation, or an intermediate, preparatory stage of soldering. When is that preparatory stage, successful tinning of a part in most cases means that the most difficult part of the soldering job (connecting the solder to the metal) is done; soldering the tinned parts to each other is usually no longer difficult.Wire tinning. Tinning the ends of electrical wires is one of the most common operations. It is carried out before soldering the wires to the contacts, soldering them together, or to ensure better contact with the terminals when connecting with bolts. It is convenient to make a ring from a tinned stranded wire, which ensures ease of attachment to the terminal and good contact.
Wires can be single-core or stranded, copper or aluminum, varnished or not, clean new or acidified old. Depending on these features, their servicing differs.
The easiest way to tin is single-core copper wire. If it is new, then it is not covered with oxides and tins even without stripping, you just need to apply flux to the surface of the wire, apply solder to the heated soldering iron and move the soldering iron along the wire, slightly turning the wire. As a rule, tinning proceeds without problems.


If the conductor does not want to tinker - due to the presence of varnish (enamel) - regular aspirin helps. Knowing how to solder with a soldering iron using an aspirin tablet (acetylsalicylic acid) can be very useful in some cases. You need to put it on a board, press the conductor to it and heat it for a few seconds with a soldering iron. At the same time, the tablet begins to melt, and the resulting acid destroys the varnish. After this, the wire usually tins easily.
If there is no aspirin, vinyl chloride insulation from electrical wires, which when heated, releases substances that destroy the varnish coating, also helps to remove the varnish that interferes with tinning from the surface of the conductor. You need to press the wires to a piece of insulation with a soldering iron and drag it several times between the insulation and the soldering iron. Then tin the wire as usual. When removing varnish using sandpaper or a knife, cuts and breaks of thin wire strands are common. When stripped by firing, the wire may lose strength and break easily.
It should be taken into account that melted polyvinyl chloride and aspirin release substances harmful to health into the air.
Also, for varnished (enamel) wires, you can purchase a special flux that removes the varnish.

New stranded copper wire can be tinned just as easily as solid copper wire. The only peculiarity is to rotate it in the direction in which the wires will twist and not unwind.
Old wires may be coated with oxides that prevent tinning. The same aspirin tablet will help to cope with them. You need to untwist the conductor, put it on aspirin and heat it for a few seconds with a soldering iron, moving the conductor back and forth - and the tinning problem will disappear.
To tinning an aluminum wire, you will need a special flux - for example, the one called “Flux for soldering aluminum”. This flux is universal and is also suitable for soldering metals with a chemically resistant oxide film - stainless steel, in particular. When using it, you just need to remember to clean the connection from flux residues afterwards to avoid corrosion.

If, when tinning the wires, excess surf has formed on them, you can remove it by placing the wire vertically, end down, and pressing a heated soldering iron to its end. Excess solder will flow from the wire onto the soldering iron.
Tinning a large metal surface
Tinning the surface of the metal may be necessary to protect it from corrosion or for subsequent soldering of another part to it. Even if a completely new sheet is tinned, which looks clean on the outside, there can always be foreign substances on its surface - preservative grease, various contaminants. If a sheet covered with rust is tinned, then it needs cleaning all the more. Therefore, tinning always begins with thorough cleaning of the surface. Rust is cleaned off with emery cloth or a wire brush, fats and oils are removed with gasoline, acetone or another solvent.Then, using a brush or other tool that matches the flux, flux is applied to the surface of the sheet (this may not be a paste-like flux as in the photo below, but, for example, a solution of zinc chloride or another active flux).

A soldering iron with a relatively large flat tip surface is heated to the required temperature and solder is applied to the surface of the part. It is advisable that the soldering iron power be about 100 W or higher.

Then apply the soldering iron to the solder on the part with the largest plane and keep it in this position. The heating time of the part depends on its size, the power of the soldering iron and the contact area. The achievement of the required temperature is indicated by boiling of the flux, melting of the solder and its spreading over the surface. The solder is gradually distributed over the surface.

After tinning, the metal surface is cleaned of flux residues with alcohol, acetone, gasoline, soapy water (depending on chemical composition flux).

If the solder does not spread over the metal surface, this may be due to poor cleaning of the surface before tinning, poor heating of the metal (due to insufficient soldering iron power, small contact area, insufficient time to warm up the metal of the part), or a dirty soldering iron tip. Another reason may be the wrong choice of flux or solder.

Tinning can be carried out by applying (draining) solder from a soldering iron and distributing it with a “tip” over the surface, or by supplying solder directly to the pad - the solder melts upon touching the heated metal of the part.
Overlapping sheet metal soldering
When repairing car bodies, all kinds of tin work, there is a need for overlay soldering of sheet metal. There are two ways to solder sheet parts overlapping each other - by pre-tinning them, or by using soldering paste containing solder and flux.In the first case, the overlapping areas of parts after mechanical cleaning and degreasing are pre-tinned. Then the parts of the connection are applied to each other with tinned surfaces, fixed with clamping devices and heated with a soldering iron from different sides to the melting temperature of the solder. Evidence of successful soldering is the flow of molten solder from the gap.
In the second method, after preparing the parts, the contact area of one of the parts is covered with solder paste. Then the parts are fixed in the desired position, tightened with clamps and, as in the first case, the seam is heated with a soldering iron on both sides.
When purchasing solder paste, you need to pay attention to its purpose, because... Many solder pastes are designed for soldering electronics and do not contain active fluxes that allow you to solder steel.



When using the content of this site, you need to put active links to this site, visible to users and search robots.
Soldering wires with a soldering iron is not difficult, so even an inexperienced electrician can handle this method of connecting copper wires. Next, we will tell you how to properly solder wires in a distribution box - the place where electrical wiring is carried out in rooms. The technology will be provided step by step, with pictures and video examples, so that you can more clearly understand how to solder two wires together. We immediately draw your attention to the fact that we will tell you how to solder copper wires. This is due to the fact that aluminum conductors are practically no longer used at home. GOST standards recommend avoiding the connection of different non-ferrous metals (aluminum and copper conductors), so the only safe option for a private house and apartment is to solder the copper cable cores.
Step 1 – Prepare the tool
First, you need to prepare a soldering iron for soldering wires with your own hands. All that is required is to thoroughly clean the tip from solder residues or other possible contaminants.
For this you can use a regular file. In addition, you must prepare solder and flux, without which you will not be able to solder wires with a soldering iron. As for solder, in order to solder the wires, you can use either an alloy of tin and lead, or a special thread, as shown in the photo below. 
Flux is necessary so that during soldering the solder evenly covers the materials being soldered. In addition, flux removes the oxide film from copper conductors, which significantly impairs the reliability of the connection. As a flux, you can use either rosin or special soldering acid. Both options are popular among craftsmen. 
Another important stage preparation – creating a suitable workplace. You should have an outlet and a stand for a soldering iron nearby so that the technology of soldering wires with your own hands is safe.
By the way, you can, which won’t take much time and effort. Homemade apparatus will serve you for quite a long time, as you can see for yourself!
Step 2 – Tinning
So, if you need to solder two power wires together, then first of all you must remove the polyethylene insulation and tin the exposed wires, especially if they are very thin. Before soldering, the stranded conductor is first twisted and then treated with flux, on top of which a thin layer of heated solder is applied. Before soldering, be sure to prepare the tip of the soldering iron - dip it in flux (in the same rosin as shown in the photo), and then in tin so that the tip is covered with a small layer of solder.

For soldering it is quite simple - first you must place the bare wire on the rosin, then heat this place with a soldering iron so that the wires are immersed in the flux. After this, you need to take it out and treat it evenly on all sides with solder. To properly apply the heated tin-lead alloy to the surface, twist the wire in your hands while tinning. If you need to connect the wires in a junction box, for convenience, you can use acid instead of rosin. It is enough to simply apply it with a brush to the surface that you need to solder. 
If the conductors have a large cross-section (thick), tinning is performed in a similar way. The only difference is that you do not need to pre-twist the cores, like a stranded conductor.
After you have completed the tinning, you can move on to the soldering process. We immediately draw your attention to the fact that it is necessary to carry out work only when the electricity is turned off. Soldering live wires is strictly prohibited!
Step 3 – Solder the wires
Well, the last thing left is to solder the two prepared wires in the junction box. All you need to do is twist or overlap the wires and heat the joint with a soldering iron. The solder will melt and after it hardens, it will reliably connect the electrical conductors. We considered tips for this separately. 
An important point - do not move the wires during soldering, otherwise the connection will not be reliable enough.
It should also be noted that preliminary tinning does not need to be done, but simply twist the wires together in a junction box, treat them with flux and solder them properly. However, we do not recommend you soldering this way, because in this case the connection will be much worse.
The final touch is to insulate the cooled area. We told you about that. It is best to insulate each core individually with electrical tape and use heat-shrink tubing on top of it. In the video below you can view in detail the entire soldering procedure:
Learning to solder wires with a soldering iron
It is important to know!
Above we told you how to properly solder wires in a junction box, but this procedure will not work if you need to solder contacts to a diode strip or even on a board (chip). So, we provide short review possible soldering technologies:
- . If you need to connect an LED strip, which means solder the contacts from the power supply with the leads on the strip (copper circles), then first tin the plus and minus wires, then treat the leads on the strip with acid and drop molten solder on them. All that remains is to press the wires to the junction and heat them with a soldering iron. Once the solder has hardened, insulate the exposed area using glue gun or heat shrink.
- Working with boards. If you decide to solder wires on a microcircuit, then the soldering technology will be more responsible. To solder a capacitor, transistor, resistor or the same LED, you need a soldering iron with a power of 5 to 20 watts. A more powerful device may overheat the board and then your efforts will be in vain. In addition, the tip must be very thin, because excess tin will act as jumpers, which in turn will “short”.
- Soldering headphones. If you suddenly decide to repair headphones with a 3.5 plug, which often break in the connector area, then first watch videos on the Internet that tell you how to learn how to solder thin enameled wires with a silk thread inside. In short, you will have to strip the enamel down to copper, tinning and then just solder the plug to the wires.