In this article I want to describe laser-iron technology (LUT) for production printed circuit boards, which I myself have been using for quite some time. This technology described on many sites, but since you are already on my site you can read it right here.
Laser ironing technology - stages of implementation
Step #1. We draw the board on the computer. You can use specialized programs that automatically wire the board according to schematic diagram, I use the program for this. Before that, for small circuits, I used to use it, which, by the way, is also a convenient program.
Step #2. A blank for the future printed circuit board is cut out of foil fiberglass laminate. Next, the side on which the conductors will be needs to be cleaned, at least with the same zero, but I’m Lately I do this with a regular eraser. Then the foil side must be degreased with acetone.

Step #3. On laser printer We print out the pattern of the circuit board tracks on glossy thin paper. I use this kind of paper from a catalog of electronic components, which at one time was sent to me for free from some site, I don’t remember now.

Before printing a drawing, it is advisable to run one sheet of paper to warm up the drum. Then, in the printer settings, you need to turn off the toner economy mode so that the print is as saturated as possible.

Step #4. After the image has been printed, we cut out the outline, not forgetting to leave a margin approximately equal to the width and height of the board. Place the sheet face up. Prepare strips of paper tape about a centimeter long. Next, we place the board with the foil side on the paper, precisely positioning it along the contour.

Then, pressing the board tightly to the paper, carefully wrap the edges of the paper, securing them with pre-prepared strips of tape.


Now we take an ordinary iron, turned on maximum temperature, and carefully iron the board wrapped in paper from the side of the drawing.

It is important not to press too hard as there is a risk that the toner may splatter.

Step 5. Then we place the board with the stuck paper in hot water about 50 degrees and wait until the paper gets wet.

After the paper swells, it must be carefully separated from the board. Roll the remaining paper with your finger under water. We check the dried board for possible defects; if the toner still comes off in some places, you can finish drawing it with a regular permanent marker.

Step 6. We etch our board in ferric chloride. In order for the etching process to proceed quickly, the solution must be heated to 40-50 degrees.


When a laser printer is available, radio amateurs use a printed circuit board manufacturing technology called LUT. However, such a device is not available in every home, since even in our time it is quite expensive. There is also a manufacturing technology using photoresist film. However, to work with it you also need a printer, but an inkjet one. It’s already simpler, but the film itself is quite expensive, and at first it’s better for a novice radio amateur to spend the available funds on a good soldering station and other accessories.
Is it possible to make a printed circuit board of acceptable quality at home without a printer? Yes. Can. Moreover, if everything is done as described in the material, you will need very little money and time, and the quality will be very good. high level. Anyway electricity“will run” along such paths with great pleasure.
List of necessary tools and consumables
You should start by preparing the tools, devices and consumables that you simply cannot do without. To implement the most budget-friendly method for manufacturing printed circuit boards at home, you will need the following:- Software for drawing design.
- Transparent polyethylene film.
- Narrow tape.
- Marker.
- Foil fiberglass.
- Sandpaper.
- Alcohol.
- Unnecessary toothbrush.
- Tool for drilling holes with a diameter of 0.7 to 1.2 mm.
- Ferric chloride.
- Plastic container for etching.
- Brush for painting with paints.
- Soldering iron.
- Solder.
- Liquid flux.
Today there are a huge number of programs for developing printed circuit boards, but for a novice radio amateur the most simple option will be Sprint Layout. The interface is easy to master, it is free to use, and there is a huge library of common radio components.
Polyethylene is needed to transfer the pattern from the monitor. It is better to take a stiffer film, for example, from old covers for school books. Any tape will be suitable for attaching it to the monitor. It’s better to take a narrow one - it will be easier to peel off (this procedure does not harm the monitor).
It’s worth looking at markers in more detail, as this is a sore subject. In principle, any option is suitable for transferring a design onto polyethylene. But to draw on foil fiberglass, you need a special marker. But there is a little trick to save money and not buy quite expensive “special” markers for drawing printed circuit boards. The fact is that these products are absolutely no different in their properties from ordinary permanent markers, which are sold 5-6 times cheaper in any office supply store. But the marker must have the inscription “Permanent”. Otherwise nothing will work.

You can take any foiled fiberglass laminate. It's better if it's thicker. For beginners, working with such material is much easier. To clean it, you will need sandpaper with a grit size of about 1000 units, as well as alcohol (available at any pharmacy). The last consumable can be replaced with nail polish mixing liquid, which is available in any house where a woman lives. However, this product smells quite nasty and takes a long time to dissipate.
To drill the board, it is better to have a special mini-drill or engraver. However, you can go a cheaper route. It is enough to buy a collet or jaw chuck for small drills and adapt it to a regular household drill.
Ferric chloride can be replaced with others chemicals, including those that you probably already have in your home. For example, a solution is suitable citric acid in hydrogen peroxide. Information on how alternative compositions to ferric chloride are prepared for etching boards can be easily found on the Internet. The only thing worth paying attention to is the container for such chemicals - it should be plastic, acrylic, glass, but not metal.
There is no need to talk in more detail about the soldering iron, solder and liquid flux. If a radio amateur has come to the question of making a printed circuit board, then he is probably already familiar with these things.
Development and transfer of a board design to a template
When all of the above tools, devices and Consumables prepared, you can start developing the board. If the device being manufactured is not unique, then it will be much easier to download its design from the Internet. Even a regular drawing in JPEG format will do.
If you want to go a more complicated route, draw the board yourself. This option is often unavoidable, for example, in situations where you do not have exactly the same radio components that are needed to assemble the original board. Accordingly, when replacing components with analogues, you have to allocate space for them on fiberglass, adjust holes and tracks. If the project is unique, then the board will have to be developed from scratch. This is what the above-mentioned software is needed for.
When the board layout is ready, all that remains is to transfer it to a transparent template. The polyethylene is fixed directly to the monitor using tape. Next, we simply translate the existing pattern - tracks, contact patches, and so on. For these purposes, it is best to use the same permanent marker. It does not wear off, does not smear, and is clearly visible.
Preparation of foil fiberglass laminate
The next step is the preparation of fiberglass laminate. First you need to cut it to the size of the future board. It is better to do this with a small margin. To cut foil fiberglass laminate, you can use one of several methods.Firstly, the material can be cut perfectly using a hacksaw. Secondly, if you have an engraver with cutting wheels, then it will be convenient to use it. Thirdly, fiberglass can be cut to size using a utility knife. The principle of cutting is the same as when working with a glass cutter - a cutting line is applied in several passes, then the material is simply broken off.


Now you definitely need to clean the copper layer of fiberglass from protective coating and oxide. The best way than processing sandpaper, there is no solution for this problem. The grain size is taken from 1000 to 1500 units. The goal is to obtain a clean, shiny surface. It is not worth sanding the copper layer to a mirror shine, since small scratches from sandpaper increase the adhesion of the surface, which will be needed later.
Finally, all that remains is to clean the foil from dust and fingerprints. To do this, use alcohol or acetone (nail polish remover). After processing, we do not touch the copper surface with our hands. For subsequent manipulations, we grab the fiberglass by the edges.
Combination of template and fiberglass

Now our task is to combine the pattern obtained on polyethylene with the prepared fiberglass laminate. To do this, the film is applied to the desired location and positioned. The remains are wrapped on the reverse side and secured with the same tape.


Drilling holes
Before drilling, it is recommended to secure the fiberglass laminate with the template to the surface in some way. This will allow for greater accuracy and will also prevent sudden rotation of the material as the drill passes through. If you have a drilling machine for such work, then the problem described will not arise at all.
You can drill holes in fiberglass at any speed. Some work at low speeds, others at high speeds. Experience shows that the drills themselves last much longer if operated at low speeds. This makes them more difficult to break, bend and damage the sharpening.
The holes are drilled directly through the polyethylene. Future contact patches drawn on the template will serve as reference points. If the project requires it, we promptly change drills to the required diameter.
Drawing tracks
Next, the template is removed, but not thrown away. We still try not to touch the copper coating with our hands. To draw paths we use a marker, always permanent. It is clearly visible from the trail it leaves. It is better to paint in one pass, since after the varnish that is included in the composition has hardened permanent marker, it will be very difficult to make edits.
We use the same polyethylene template as a guide. You can also draw in front of the computer, checking the original layout, where there are markings and other notes. If possible, it is better to use several markers with tips of different thicknesses. This will allow you to draw both thin paths and extensive polygons more efficiently.


After applying the drawing, be sure to wait some time necessary for the final hardening of the varnish. You can even dry it with a hairdryer. The quality of future tracks will depend on this.

Etching and cleaning marker tracks
Now comes the fun part - etching the board. There are several nuances here that few people mention, but they significantly affect the quality of the result. First of all, prepare the ferric chloride solution according to the recommendations on the package. Usually the powder is diluted with water in a ratio of 1:3. And here's the first piece of advice. Make the solution more saturated. This will help speed up the process, and the drawn paths will not fall off before everything necessary is etched out.
Immediately the second tip. It is recommended to immerse the bath with the solution in hot water. You can heat it in metal utensils. An increase in temperature, as has been known since school curriculum, significantly accelerates chemical reaction, which is what etching our board is. Reducing the procedure time is to our advantage. The tracks made with a marker are quite unstable, and the less they sour in the liquid, the better. If at room temperature the board is etched in ferric chloride for about an hour, then warm water this process is reduced to 10 minutes.
In conclusion, one more piece of advice. During the etching process, although it is already accelerated due to heating, it is recommended to constantly move the board, as well as clean off the reaction products with a drawing brush. By combining all the manipulations described above, it is quite possible to etch out excess copper in just 5-7 minutes, which is simply an excellent result for this technology.

At the end of the procedure, the board must be thoroughly washed under running water. Then we dry it. All that remains is to wash away the traces of the marker that are still covering our paths and patches. This is done with the same alcohol or acetone.

Tinning of printed circuit boards
Before tinning, be sure to go over the copper layer again with sandpaper. But now we do it extremely carefully so as not to damage the tracks. The simplest and affordable way tinning - traditional, using a soldering iron, flux and solder. Rose or Wood alloys can also be used. There is also so-called liquid tin on the market, which can greatly simplify the task.But all these new technologies require additional costs and some experience, so for the first time it will be suitable classic method tinning. Liquid flux is applied to the cleaned tracks. Next, solder is collected onto the soldering iron tip and distributed over the copper remaining after etching. It is important to warm up the traces here, otherwise the solder may not “stick”.

If you still have Rose or Wood alloys, then they can be used outside the technology. They melt just fine with a soldering iron, are easily distributed along the tracks, and do not bunch up into lumps, which will only be a plus for a beginning radio amateur.
Conclusion
As can be seen from the above, the budget technology for manufacturing printed circuit boards at home is truly accessible and inexpensive. You don't need a printer, an iron, or expensive photoresist film. Using all the tips described above, you can easily make the simplest electronic radios without investing a lot of money in it, which is very important in the first stages of amateur radio.
Homemade printed circuit board
How to make a printed circuit board at home using laser-iron technology. This refers to the thermal transfer of toner from paper to the metallization surface of the future printed circuit board.
I tried many times to make a printed circuit board using laser-iron technology, but I never managed to get a reliable, easily repeatable result. In addition, when making a board, I need etched holes in the pads no larger than 0.5 mm in size. Subsequently, I use them when drilling, in order to center a drill with a diameter of 0.75 mm.
Defects manifest themselves in the form of a shift or change in the width of the tracks, as well as in the unequal thickness of the toner remaining on the copper foil after removing the paper. In addition, when removing the paper before etching, it is problematic to clean every hole in the toner of any cellulose residue. As a result, when etching a printed circuit board, additional difficulties arise, which were avoided only by doing the opposite. http://oldoctober.com/ru/
I assume that the reason causing the marriage is the following.
Paper, when heated to a high temperature, begins to warp. While the temperature of foil fiberglass is always slightly lower. The toner partially adheres to the foil, but remains melted on the paper side. When warped, the paper moves and changes the original shape of the conductors.
At the very beginning, I want to warn you that the technology is not without certain disadvantages.
The first is the lack of special paper for thermal transfer, instead of which I suggest choosing suitable paper for self-adhesive labels. Unfortunately, not all paper is suitable. You need to choose one whose labels are denser and the backing has a good, smooth surface.
The second disadvantage is that the size of the printed circuit board is limited by the size of the soleplate of the iron. In addition, not every iron can heat foil fiberglass laminate evenly enough, so it is better to choose the most massive one.
However, despite all these shortcomings, the technology described below allowed me to obtain a stable, easily repeatable result in small-scale production.
The essence of the change in the traditional process is that it is proposed to heat not the paper with toner, but the foil fiberglass itself.
The main advantage is that with this method it is easy to control the temperature in the toner melting zone. In addition, the rubber roller allows you to evenly distribute the pressure and prevent crushing of the toner. (I write everywhere about foil fiberglass, since I have not tested other materials).
The technology is equally well suited for foil fiberglass laminate of different thicknesses, but it is better to use material no thicker than one millimeter, as it is easy to cut with scissors.
So, we take a piece of the most shabby foil fiberglass laminate and process it with sandpaper. You should not use very large sandpaper, as it can damage future tracks. However, you don’t have to sand it if you have a piece of new fiberglass. The copper surface must be thoroughly cleaned and degreased in any case.

Making a stencil for thermal transfer. To do this, we cut off the required piece from a sheet of paper for labels and separate the labels themselves from the backing. You should leave a piece of label at the beginning of the sheet to prevent the backing from getting stuck in the printer mechanism.
Do not touch with your hands the areas on the substrate where toner will subsequently be applied.

If the thickness of the foil fiberglass laminate is one millimeter or less, then the distance between the edges of the individual boards can be chosen to be 0.2 mm; if it is larger and you are going to cut the workpiece with a hacksaw, then 1.5-2.0 mm, depending on the thickness of the blade and processing tolerance.

I use the toner layer that is installed by default in the printer driver, but “B & W Halftones:” (B/W Halftone) should be selected “Solid”. In other words, you need to prevent the appearance of a raster. You may not see it on the stencil, but it may affect the thickness of the toner.

We fix the stencil on a piece of foil fiberglass with paper clips. We attach another paper clip to the free edge of the stencil so that it does not come into contact with the iron.
The melting point of different brands of toner is approximately 160-180C. Therefore, the temperature of the iron should be slightly higher by 10-20C. If your iron does not heat up to a temperature of 180C, then you will have to adjust it.

Before heating, the soleplate of the iron should be thoroughly cleaned of grease and other contaminants!
We heat the iron to a temperature of 180-190 degrees and press it tightly against the foil fiberglass as shown in the figure. If you position the iron differently, the board may heat up too unevenly, since usually the iron heats up 20-30C more in the wide part. Wait two minutes.

After this, remove the iron and in one motion, forcefully roll the stencil onto the foil fiberglass using a rubber roller for rolling photographs.
If during rolling the toner is crushed, that is, the tracks move to the side or change their shape, then you should reduce the amount of toner in the printer driver.
It is necessary that the center of the roller always moves along the center of the board. The roller handle must be held in such a way as to prevent the appearance of a force vector directed “around” the handle.

We roll the stencil tightly a few more times and press the resulting “sandwich” with something heavy, after laying down a newspaper folded several times in order to evenly distribute the weight.
The stencil should be rolled in the same direction every time. The roller begins to move from the place where the stencil is attached.
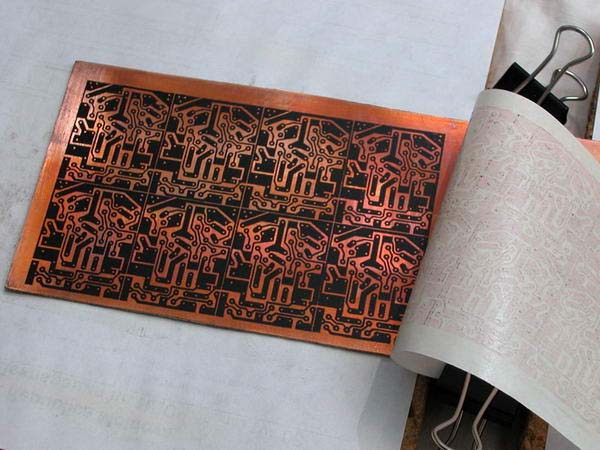
After about ten minutes you can remove the press and remove the stencil. This is what happened.

Now we need to back side Glue the board in any way with something that can later hold this board during etching. (I use hot glue.)

We etch the board in a ferric chloride solution.
How to prepare the solution?
If a jar of ferric chloride is unsealed, then most likely there is already a super-concentrated solution there. It can be poured into a pickling bowl and a little water added.
If ferric chloride has not yet been covered with water, you can do it yourself. You can probably get the crystals themselves out of the jar, but don’t use heirloom silver for this.
Keep in mind that the etching process will not work in a highly concentrated solution, so once you have such a solution, you need to add a little water.
It is best to use a vinyl plastic photo bath as a dish, but you can use any other one.
The picture shows that the board floats on the surface of the solution due to its surface tension. This method is good because the etching products do not linger on the surface of the board, but immediately sink to the bottom of the bath.

At the very beginning of etching, you need to make sure that there are no air bubbles left under the board. During the etching process, it is advisable to check that the etching proceeds evenly over the entire surface of the board.
If there is any heterogeneity, then you need to activate the process with an old toothbrush or something similar. But this must be done carefully so as not to destroy the toner layer.
Particular attention should be paid to the holes in the contact pads. The areas where the etching process did not start immediately are lighter. In principle, it is enough to darken the entire surface and all holes at the very beginning of the process, and then success is a foregone conclusion.

If the main part of the board was etched in 15 minutes, then you should not increase the total etching time more than twice, that is, more than 30 minutes. Further etching will not only reduce the width of the conductors, but may also partially destroy the toner.
Typically, all 0.5mm holes in the contact pads are etched in twice the time.
The motor turns a small eccentric, which creates vibrations in the solution (not necessary if you periodically lift and move the board).
Wash off the toner with a swab soaked in acetone.
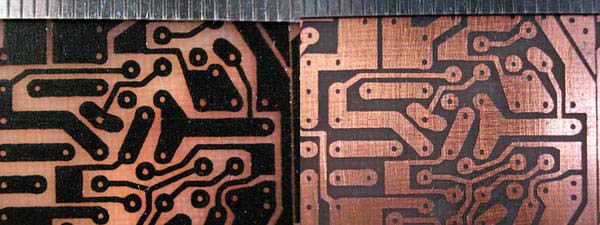
This is what happened. On the left, the board is still covered with toner. The width of the tracks is 0.4mm.

Now you can remove the burrs formed on the copper during drilling. To do this, we first roll them up using a ball bearing secured in some convenient mandrel. In this case, it is better to place the board on a solid flat surface. Then, using fine sandpaper, remove oxide from the surface of the copper, if it has formed.

We tin the workpiece, for which we first coat it with a layer of flux.



I went to the office supply store and took a photo of the packaging with Self-adhesive labels. This paper is not suitable for thermal transfer. Although, if there is no other one, then you can use this one after some modification.

The paper that turned out to be the most convenient for thermal transfer was produced by the Finnish company Campas. And since on small packaging There are no identifying marks, it is unlikely that it will be possible to identify it without testing.
Quite many years ago I first learned about making circuit boards using Laser Ironing Technology. For me it was akin to the invention of the wheel.
Read the continuation of the story under the cut.
Before this, boards were painted with varnish using a drawing pen. To print boards using LUT technology, I even bought a laser printer (about 12 years ago it was very expensive). In the process of work, I tried a bunch of types different paper. And more than one board made using this technology has been manufactured square meter, on the third I stopped counting. Currently, I have settled on paper from Popular Mechanics magazine; before that I used paper from Kitchens and Bathrooms magazine, but it has disappeared from sale.
But just recently, while reading reviews on Muska, I accidentally saw paper for printing boards in one of the reviews, went to Ali and immediately ordered myself a trial 10 pieces of leaves, deciding that if I like it, I’ll order 50, since the price difference is between 10 and 50 only about twice.
By the way, be careful, I posted a link to the lot, but now in this place there is a lot of 50 pieces for 10 something bucks, while the name of the link remains the same, 10 sheets.
I recently received my order. What I feared most happened, the paper arrived crumpled.
As everyone understands, putting crumpled paper into a printer is dangerous; the cost of repairs can be greater than the cost of the paper itself. I opened a dispute for a 50% refund, since after cutting I can use about that much. 
The paper was simply in a large envelope, without a package or file, and a piece of some kind of cardboard was inserted, and this piece of cardboard was smaller in size than the paper. Actually, the main damage was in places where the cardboard was missing. 
In the photo, the magazine I used before and the paper I received, I chose a leaf more carefully. 
To prevent the printer from chewing on my new leaf, I had to cut off part of it, but I didn’t cut off the other side, since it’s not critical there, the main thing is just not to print anything in that area. 
Well, since such paper is a very specific product, there is simply no way without testing.
In general, everyone who is interested, welcome to the spoiler.
Printed circuit board, how it's done.
First I trace the printed circuit board, I use the Sprint Layout 6 program, before that I used version 3 for a very long time, and I still can’t get used to the differences in control. 
When making a board, I always leave a 5mm wide protective zone around the perimeter, so the workpiece is taken 10mm longer and wider than the required board, which is convenient for me. 
The workpiece is cleaned with fine sandpaper, it is not important mirror surface, but rather a lot of micro-scratches, then the toner holds better. 
We print our future board on paper (I usually print 2 pieces at once, just in case), on the smooth side, by the way, the whole process was done in one take, i.e. I didn’t adjust or redo anything specifically for the review, that was the point of the test.
Don’t forget that you need to print in a mirror image with respect to the required printed circuit board design. 
Next, I place the blank on a specially prepared book :), or rather, it is not a book, but an annual binder of Radio magazines, bound in cardboard. I do this so that the workpiece does not slide during the process and does not spoil what is under it due to heat. 
After this, I lay the printout with the drawing on the copper, then cover it on top with a sheet of regular printer paper, so it’s less initial stage slides, the most difficult moment is to prevent the sheet with the stamp from sliding to the side, I first place the iron with the wide part on the book and paper, and then smoothly lower it onto the workpiece. 
Then, using smooth movements, with a little pressure, we iron our future board, I make several passes from different sides of the board so that the edges are ironed better, you can’t press too hard, otherwise the toner may float, if you don’t press at all, then most likely the toner will not stick to the workpiece. I iron this blank for about a minute.
By the way, I use Static Control toner, in my opinion this is the best toner for LUT...
The gluing process is complete, the paper adheres smoothly and beautifully. 
Now we throw our board into a bowl of water for 5-10 minutes, you can leave the water on, this will help the paper become softer faster. 
After 5-10 minutes, under a slight pressure of water (preferably room temperature), roll up the paper with your finger, the tracks should remain in place, this is not required to be done too carefully, since if the toner is erased with your finger, then such a board must be redone; normally glued toner cannot be erased with your finger , it just gets scratched. 
The photo shows the result of transferring the drawing onto fiberglass. The toner is black in color; before, when I used magazine paper, the toner had a grayish tint because there were paper particles left on it. Everything is beautiful here, the holes are clean, there are no sticks between the tracks.
I specifically selected a printed circuit board for the test with both large filled polygons and small traces. 
Before etching, I make this “table”: in the corners of the board, in places free from the drawing, I drill 4 holes into which I insert matches (or toothpicks), while the board is positioned with the drawing facing down. 
Boards are usually etched with a solution of ferric chloride in water.
(III)
After immersing the board in the solution, it must be lifted almost immediately and air bubbles removed, otherwise there will be unetched areas. 
After some time (depending on the solution), the board is etched. 
I wash off the toner that has already served its function with acetone (or any suitable solvent). 
Well, here I will show you what kind of print quality I finally got.
The place for the processor is closer to the center of the board, the width of the contact pads is 0.45mm, the width of the tracks is 0.45-0.5mm. It can be seen that the shape of the pad is even perfectly preserved. 
And this is a path along the edge of the board, there are two such places. I usually correct such places with a permanent waterproof marker; I didn’t do this on purpose for the test. 
After washing off the toner, I drill the necessary holes, then I clean the board with sandpaper. 
After all these operations, I just cut off the excess; if this is done before stripping, you can damage the tracks closest to the edge of the board with sandpaper. I go over the edges of the board a little with a file to remove sharp fiberglass residues from the scissors. 
Now I coat the board with flux (I use alcohol F3) and tin the tracks.
I know some people don't do this, but I prefer the board with tinned traces. In general, it’s a matter of taste, well, copper does not oxidize, and microcracks are filled with solder. 
The last step is to wash off the remaining flux with acetone. 
That's it, the board is ready.
Yes, I know about the photo method, I know about applying a mask and silk-screen printing, etc. etc.
These are all good and very useful things, but I think that for most applications the option I described is sufficient. Making a board this way is very quick and easy, and you need to have a minimum of chemicals and tools.
The board I made may be featured in one of my future reviews; some readers will probably even find out what kind of device it will be.
In general, my resume.
Pros.
I liked it, I think I'll order 50 or 100 sheets.
The toner sticks well from the base.
Minuses.
The seller packed it very poorly, for which he received a big minus.
The price, especially the price when buying a lot of 10 sheets, is quite enough for a sample, although looking for magazines and then sheets in magazines without pictures (for printing it is better to use either white pages or only with text) is getting pretty boring.
In general, experts, don’t judge strictly, I tried to describe it as best I could, I will be very glad for advice and additions, and I hope that my review helped someone.
And yes, I know that it’s cheaper on BiK :)))
Tahiti!.. Tahiti!..
We have not been to any Tahiti!
They feed us well here too!
© Cartoon cat
Introduction with digression
How were boards made in the past in domestic and laboratory conditions? There were several ways, for example:
- future conductors drew drawings;
- engraved and cut with cutters;
- they glued it with adhesive tape or tape, then cut out the design with a scalpel;
- They made simple stencils and then applied the design using an airbrush.
The missing elements were completed with drawing pens and retouched with a scalpel.
It was a long and laborious process, requiring the “drawer” to have remarkable artistic abilities and accuracy. The thickness of the lines hardly fit into 0.8 mm, there was no repetition accuracy, each board had to be drawn separately, which greatly limited the production of even a very small batch printed circuit boards(further PP).
What do we have today?
Progress does not stand still. The times when radio amateurs painted PP with stone axes on mammoth skins have sunk into oblivion. The appearance on the market of publicly available chemistry for photolithography opens up completely different prospects for the production of PCB without metallization of holes at home.
Let's take a quick look at the chemistry used today to produce PP.
Photoresist
You can use liquid or film. We will not consider film in this article due to its scarcity, difficulties in rolling onto PCBs and the lower quality of the resulting printed circuit boards.
After analyzing market offers, I settled on POSITIV 20 as the optimal photoresist for home production PP.
Purpose:
POSITIV 20 photosensitive varnish. Used in small-scale production of printed circuit boards, copper engravings, and when carrying out work related to transferring images to various materials.
Properties:
High exposure characteristics provide good contrast of transferred images.
Application:
It is used in areas related to the transfer of images onto glass, plastics, metals, etc. in small-scale production. Directions for use are indicated on the bottle.
Characteristics:
Color: blue
Density: at 20°C 0.87 g/cm 3
Drying time: at 70°C 15 min.
Consumption: 15 l/m2
Maximum photosensitivity: 310-440 nm
The instructions for the photoresist say that it can be stored at room temperature and is not subject to aging. I strongly disagree! It should be stored in a cool place, for example, on the bottom shelf of the refrigerator, where the temperature is usually maintained at +2+6°C. But under no circumstances allow negative temperatures!
If you use photoresists that are sold by the glass and do not have lightproof packaging, you need to take care of protection from light. It should be stored in complete darkness and at a temperature of +2+6°C.
Enlightener
Likewise, I consider TRANSPARENT 21, which I constantly use, to be the most suitable educational tool.
Purpose:
Allows direct transfer of images onto surfaces coated with photosensitive emulsion POSITIV 20 or other photoresist.
Properties:
Gives transparency to paper. Provides transmission of ultraviolet rays.
Application:
For quickly transferring the outlines of drawings and diagrams onto a substrate. Allows you to significantly simplify the reproduction process and reduce time s e costs.
Characteristics:
Color: transparent
Density: at 20°C 0.79 g/cm 3
Drying time: at 20°C 30 min.
Note:
Instead of regular paper with transparency, you can use transparent film for inkjet or laser printers, depending on what we will print the photomask on.
Photoresist developer
There are many different solutions for developing photoresist.
It is advised to develop using a solution " liquid glass" His chemical composition: Na 2 SiO 3 * 5H 2 O. This substance has a huge number of advantages. The most important thing is that it is very difficult to overexpose the PP in it; you can leave the PP for a non-fixed exact time. The solution almost does not change its properties with temperature changes (there is no risk of disintegration with increasing temperature), it also has a very long term storage its concentration remains constant for at least a couple of years. The absence of the problem of overexposure in the solution will allow increasing its concentration to reduce the time of development of PP. It is recommended to mix 1 part concentrate with 180 parts water (just over 1.7 g of silicate in 200 ml of water), but it is possible to make a more concentrated mixture so that the image develops in about 5 seconds without the risk of surface damage due to overexposure. If it is impossible to purchase sodium silicate, use sodium carbonate (Na 2 CO 3) or potassium carbonate (K 2 CO 3).
I haven’t tried either the first or the second, so I’ll tell you what I’ve been using without any problems for several years now. I use a water solution of caustic soda. For 1 liter cold water 7 grams of caustic soda. If there is no NaOH, I use a KOH solution, doubling the concentration of alkali in the solution. Development time 30-60 seconds with correct exposure. If after 2 minutes the pattern does not appear (or appears weakly), and the photoresist begins to wash off from the workpiece, this means that the exposure time was chosen incorrectly: you need to increase it. If, on the contrary, it quickly appears, but both exposed and unexposed areas are washed away; either the concentration of the solution is too high, or the quality of the photomask is low (ultraviolet light passes freely through the “black”): you need to increase the print density of the template.
Copper etching solutions
Excess copper is removed from printed circuit boards using various etchants. Among people doing this at home, ammonium persulfate, hydrogen peroxide + hydrochloric acid, copper sulfate solution + table salt are often common.
I always poison with ferric chloride glassware. When working with the solution, you need to be careful and attentive: if it gets on clothes and objects, it leaves rusty stains that are difficult to remove with a weak solution of citric (lemon juice) or oxalic acid.
We heat a concentrated solution of ferric chloride to 50-60°C, immerse the workpiece in it, and carefully and effortlessly move a glass rod with a cotton swab at the end over areas where copper is etched less easily, this achieves a more even etching over the entire area of the PP. If you do not force the speed to equalize, the required etching duration increases, and this eventually leads to the fact that in areas where copper has already been etched, etching of the tracks begins. As a result, we don’t get what we wanted at all. It is highly desirable to ensure continuous mixing pickling solution.
Chemicals for removing photoresist
What is the easiest way to wash off unnecessary photoresist after etching? After repeated trial and error, I settled on ordinary acetone. When it’s not there, I wash it off with any solvent for nitro paints.
So, let's make a printed circuit board
Where does a high quality PCB start? Right:
Create a high-quality photo template
To make it, you can use almost any modern laser or inkjet printer. Considering that we are using positive photoresist in this article, the printer should draw black where copper should remain on the PCB. Where there should be no copper the printer should not draw anything. Very important point when printing a photomask: you need to set the maximum dye flow (in the printer driver settings). The blacker the painted areas, the greater the chances of getting a great result. No color is needed, a black cartridge is enough. From the program (we will not consider programs: everyone is free to choose for themselves - from PCAD to Paintbrush) in which the photo template was drawn, we print it on a regular sheet of paper. The higher the printing resolution and the higher quality the paper, the higher the quality of the photomask. I recommend no lower than 600 dpi; the paper should not be very thick. When printing, we take into account that with the side of the sheet on which the paint is applied, the template will be placed on the PP blank. If done differently, the edges of the PP conductors will be blurred and indistinct. Let the paint dry if it was an inkjet printer. Next, we impregnate the paper with TRANSPARENT 21, let it dry and the photo template is ready.
Instead of paper and enlightenment, it is possible and even very desirable to use transparent film for laser (when printing on a laser printer) or inkjet (for inkjet printing) printers. Please note that these films have unequal sides: only one working side. If you use laser printing, I highly recommend doing a “dry” run of the film sheet before printing simply run the sheet through the printer, simulating printing, but not printing anything. Why is this necessary? When printing, the fuser (oven) will heat the sheet, which will inevitably lead to its deformation. As a consequence, there is an error in the geometry of the output PCB. When producing double-sided PCBs, this is fraught with a mismatch of layers with all the consequences And with the help of a “dry” run, we will warm up the sheet, it will be deformed and will be ready for printing the template. When printing, the sheet will pass through the oven a second time, but the deformation will be much less significant checked several times.
If the PP is simple, you can draw it manually in a very convenient program with a Russified interface Sprint Layout 3.0R (~650 KB).

On preparatory stage draw not too bulky electrical circuits very convenient in the also Russified program sPlan 4.0 (~450 KB).

This is what the finished photo templates look like, printed on an Epson Stylus Color 740 printer:


We print only in black, with maximum dye addition. Material transparent film for inkjet printers.
Preparing the PP surface for applying photoresist
For the production of PP they are used sheet materials with applied copper foil. The most common options are with copper thickness of 18 and 35 microns. Most often, for the production of PP at home, sheet textolite (fabric pressed with glue in several layers), fiberglass (the same, but epoxy compounds are used as glue) and getinax (pressed paper with glue) are used. Less commonly, sittal and polycor (high-frequency ceramics are used extremely rarely at home), fluoroplastic (organic plastic). The latter is also used for the manufacture of high-frequency devices and, having very good electrical characteristics, can be used anywhere and everywhere, but its use is limited by its high price.
First of all, you need to make sure that the workpiece does not have deep scratches, scuffs and corroded areas. Next, it is advisable to polish the copper to a mirror. We polish without being particularly zealous, otherwise we will erase the already thin layer of copper (35 microns) or, in any case, we will achieve different thicknesses of copper on the surface of the workpiece. And this, in turn, will lead to different speeds etching: it will etch faster where it is thinner. And a thinner conductor on the board is not always good. Especially if it is long and a decent current will flow through it. If the copper on the workpiece is of high quality, without sins, then it is enough to degrease the surface.
Applying photoresist to the surface of the workpiece
We place the board on a horizontal or slightly inclined surface and apply the composition from an aerosol package from a distance of about 20 cm. We remember that the most important enemy in this case is dust. Every particle of dust on the surface of the workpiece is a source of problems. To create a uniform coating, spray the aerosol in a continuous zigzag motion, starting from the upper left corner. Do not use the aerosol in excess quantities, as this will cause unwanted smudges and lead to the formation of a non-uniform coating thickness, requiring a longer exposure time. In summer at high temperatures environment Re-treatment may be necessary, or the aerosol may need to be sprayed from a shorter distance to reduce evaporation losses. When spraying, do not tilt the container too much this leads to increased consumption of propellant gas and, as a result, aerosol can stops working, although there is still photoresist in it. If you are getting unsatisfactory results when spray coating photoresist, use spin coating. In this case, photoresist is applied to a board mounted on a rotating table with a 300-1000 rpm drive. After finishing coating, the board should not be exposed to strong light. Based on the color of the coating, you can approximately determine the thickness of the applied layer:
- light gray blue 1-3 microns;
- dark gray blue 3-6 microns;
- blue 6-8 microns;
- dark blue more than 8 microns.
On copper, the coating color may have a greenish tint.
The thinner the coating on the workpiece, the better the result.
I always spin coat the photoresist. My centrifuge has a rotation speed of 500-600 rpm. Fastening should be simple, clamping is carried out only at the ends of the workpiece. We fix the workpiece, start the centrifuge, spray it on the center of the workpiece and watch how the photoresist spreads over the surface in a thin layer. Centrifugal forces will throw off excess photoresist from the future PCB, so I highly recommend providing a protective wall so as not to turn workplace to the pigsty. I use an ordinary saucepan with a hole in the bottom in the center. The axis of the electric motor passes through this hole, on which a mounting platform is installed in the form of a cross of two aluminum slats, along which the workpiece clamping ears “run.” Ears are made of aluminum corners, clamped onto the rail with a wing nut. Why aluminum? Low specific gravity and, as a result, less runout when the center of mass of rotation deviates from the center of rotation of the centrifuge axis. The more accurately the workpiece is centered, the less beating will occur due to the eccentricity of the mass and the less effort will be required to rigidly attach the centrifuge to the base.
Photoresist is applied. Let it dry for 15-20 minutes, turn the workpiece over, apply a layer on the other side. Give another 15-20 minutes to dry. Do not forget that direct sunlight and fingers on the working sides of the workpiece are unacceptable.
Tanning photoresist on the surface of the workpiece
Place the workpiece in the oven, gradually bring the temperature to 60-70°C. Maintain at this temperature for 20-40 minutes. It is important that nothing touches the surfaces of the workpiece; only touching the ends is permissible.
Aligning the top and bottom photomasks on the workpiece surfaces
Each of the photo masks (top and bottom) should have marks along which 2 holes need to be made on the workpiece to align the layers. The farther the marks are from each other, the higher the alignment accuracy. I usually place them diagonally on the templates. Using these marks on the workpiece, using a drilling machine, we drill two holes strictly at 90° (than thinner than the hole, the more accurate the alignment (I use a 0.3 mm drill) and we align the templates using them, not forgetting that the template must be applied to the photoresist with the side on which the print was made. We press the templates to the workpiece with thin glasses. It is preferable to use quartz glass as it transmits ultraviolet radiation better. Plexiglas (plexiglass) gives even better results, but it has the unpleasant property of scratching, which will inevitably affect the quality of the PP. At small sizes PP, you can use the transparent cover from the CD packaging. In the absence of such glass, you can use ordinary window glass, increasing the exposure time. It is important that the glass is smooth, ensuring an even fit of the photomasks to the workpiece, otherwise it will be impossible to obtain high-quality edges of the tracks on the finished PCB.

A blank with a photomask under plexiglass. We use a CD box.
Exposure (light exposure)
The time required for exposure depends on the thickness of the photoresist layer and the intensity of the light source. Photoresist varnish POSITIV 20 is sensitive to ultraviolet rays, the maximum sensitivity occurs in the area with a wavelength of 360-410 nm.
It is best to expose under lamps whose radiation range is in the ultraviolet region of the spectrum, but if you do not have such a lamp, you can also use ordinary powerful incandescent lamps, increasing the exposure time. Do not start illumination until the lighting from the source has stabilized; it is necessary for the lamp to warm up for 2-3 minutes. The exposure time depends on the thickness of the coating and is usually 60-120 seconds when the light source is located at a distance of 25-30 cm. The glass plates used can absorb up to 65% of ultraviolet radiation, so in such cases it is necessary to increase the exposure time. top scores achieved using transparent plexiglass plates. When using photoresist with long term During storage, the exposure time may need to be doubled remember: Photoresists are subject to aging!
Examples of using different light sources:


UV lamps
We expose each side in turn, after exposure we let the workpiece stand for 20-30 minutes in a dark place.
Development of the exposed workpiece
Develop in NaOH solution ( caustic soda) see the beginning of the article for more details at a solution temperature of 20-25°C. If there is no manifestation within 2 minutes small O exposure time. If it appears well, but useful areas are also washed away, you are too clever with the solution (the concentration is too high) or the exposure time with a given radiation source is too long or the photomask is of poor quality; the printed black color is not saturated enough to allow ultraviolet light to illuminate the workpiece.
When developing, I always very carefully, effortlessly “roll” a cotton swab on a glass rod over the places where the exposed photoresist should be washed off; this speeds up the process.
Washing the workpiece from alkali and residues of exfoliated exposed photoresist
I do it under water tap ordinary tap water.
Re-tanning photoresist
We place the workpiece in the oven, gradually raise the temperature and hold it at a temperature of 60-100°C for 60-120 minutes; the pattern becomes strong and hard.
Checking the development quality
Briefly (for 5-15 seconds) immerse the workpiece in a ferric chloride solution heated to a temperature of 50-60°C. Rinse quickly with running water. In places where there is no photoresist, intensive etching of the copper begins. If photoresist accidentally remains somewhere, carefully remove it mechanically. It is convenient to do this with a regular or ophthalmic scalpel, armed with optics (soldering glasses, magnifying glass A watchmaker, loupe A on a tripod, microscope).
Etching
We poison in a concentrated solution of ferric chloride at a temperature of 50-60°C. It is advisable to ensure continuous circulation of the etching solution. We carefully “massage” poorly bleeding areas with a cotton swab on a glass rod. If ferric chloride is freshly prepared, the etching time usually does not exceed 5-6 minutes. We rinse the workpiece with running water.


Board etched
How to prepare a concentrated solution of ferric chloride? Dissolve FeCl 3 in slightly (up to 40°C) heated water until it stops dissolving. Filter the solution. Should be stored in a cool, dark place in sealed non-metallic packaging in glass bottles, For example.
Removing unnecessary photoresist
We wash off the photoresist from the tracks with acetone or a solvent for nitro paints and nitro enamels.
Drilling holes
It is advisable to select the diameter of the point of the future hole on the photomask such that it will be convenient to drill later. For example, with a required hole diameter of 0.6-0.8 mm, the diameter of the point on the photomask should be about 0.4-0.5 mm in this case the drill will be well centered.
It is advisable to use drills coated with tungsten carbide: drills made from high-speed steels wear out very quickly, although steel can be used for drilling single holes large diameter(more than 2 mm), since drills coated with tungsten carbide of this diameter are too expensive. When drilling holes with a diameter of less than 1 mm, it is better to use vertical machine, otherwise your drill bits will break quickly. If you drill hand drill distortions are inevitable, leading to inaccurate joining of holes between layers. Movement from top to bottom on vertical drilling machine the most optimal from the point of view of the load on the tool. Carbide drills are made with a rigid (i.e. the drill fits exactly to the hole diameter) or a thick (sometimes called "turbo") shank that has a standard size (usually 3.5 mm). When drilling with carbide-coated drills, it is important to firmly secure the PCB, since such a drill, when moving upward, can lift the PCB, skew the perpendicularity and tear out a fragment of the board.
Drills of small diameters are usually inserted either into collet(various sizes), or in a three-jaw chuck. For precise clamping, clamping in a three-jaw chuck is not the best option, and the small drill size (less than 1 mm) quickly makes grooves in the clamps, losing good clamping. Therefore for drill diameter less than 1 mm, it is better to use a collet chuck. To be on the safe side, purchase an extra set containing spare collets for each size. Some inexpensive drills come with plastic collets; throw them away and buy metal ones.
To obtain acceptable accuracy, it is necessary to properly organize the workplace, that is, firstly, to ensure good lighting boards when drilling. To do this, you can use a halogen lamp, attaching it to a tripod to be able to choose a position (illuminate the right side). Secondly, raise work surface approximately 15 cm above the tabletop for better visual control over the process. It would be a good idea to remove dust and chips while drilling (you can use a regular vacuum cleaner), but this is not necessary. It should be noted that the dust from fiberglass generated during drilling is very caustic and, if it comes into contact with the skin, causes skin irritation. And finally, when working, it is very convenient to use the foot switch of the drilling machine.
Typical hole sizes:
- vias 0.8 mm or less;
- integrated circuits, resistors, etc. 0.7-0.8 mm;
- large diodes (1N4001) 1.0 mm;
- contact blocks, trimmers up to 1.5 mm.
Try to avoid holes with a diameter of less than 0.7 mm. Always keep at least two spare drills of 0.8 mm or smaller, as they always break just at the moment when you urgently need to order. Drills 1 mm and larger are much more reliable, although it would be nice to have spare ones for them. When you need to make two identical boards, you can drill them simultaneously to save time. In this case, it is necessary to very carefully drill holes in the center of the contact pad near each corner of the PCB, and for large boards, holes located close to the center. Lay the boards on top of each other and, using 0.3mm centering holes in two opposite corners and pins as pegs, secure the boards to each other.
If necessary, you can countersink the holes with larger diameter drills.
Copper tinning on PP
If you need to tin the tracks on the PCB, you can use a soldering iron, soft low-melting solder, alcohol-rosin flux and coaxial cable braid. For large volumes, they tin in baths filled with low-temperature solders with the addition of fluxes.
The most popular and simple melt for tinning is the low-melting alloy “Rose” (tin 25%, lead 25%, bismuth 50%), the melting point of which is 93-96°C. Using tongs, place the board under the level of the liquid melt for 5-10 seconds and, after removing it, check whether the entire copper surface is evenly covered. If necessary, the operation is repeated. Immediately after removing the board from the melt, its remains are removed either using a rubber squeegee or by sharp shaking in a direction perpendicular to the plane of the board, holding it in the clamp. Another way to remove residual Rose alloy is to heat the board in a heating cabinet and shake it. The operation can be repeated to achieve a mono-thickness coating. To prevent oxidation of the hot melt, glycerin is added to the tinning container so that its level covers the melt by 10 mm. After the process is completed, the board is washed from glycerin in running water. Attention! These operations involve working with installations and materials exposed to high temperatures, therefore, to prevent burns, it is necessary to use protective gloves, goggles and aprons.
The operation of tinning with a tin-lead alloy proceeds similarly, but more heat melt limits the scope of application of this method in artisanal production conditions.
After tinning, do not forget to clean the board from flux and thoroughly degrease it.
If you have a large production, you can use chemical tinning.
Applying a protective mask
The operations with applying a protective mask exactly repeat everything that was written above: we apply photoresist, dry it, tan it, center the mask photomasks, expose it, develop it, wash it and tan it again. Of course, we skip the steps of checking the quality of development, etching, removing photoresist, tinning and drilling. At the very end, tan the mask for 2 hours at a temperature of about 90-100°C - it will become strong and hard, like glass. The formed mask protects the surface of the PP from external influences and protects against theoretically possible short circuits during operation. It also plays an important role in automatic soldering: it prevents the solder from “sitting” on adjacent areas, short-circuiting them.
That's it, the double-sided printed circuit board with mask is ready
I had to make a PP in this way with the width of the tracks and the step between them up to 0.05 mm (!). But this is already jewelry work. And without much effort, you can make PP with a track width and a step between them of 0.15-0.2 mm.
I did not apply a mask to the board shown in the photographs; there was no such need.


Printed circuit board in the process of installing components on it
And here is the device itself for which the PP was made:

This is a cellular telephone bridge that allows you to reduce the cost of mobile communication services by 2-10 times for this it was worth bothering with the PP;). The PCB with soldered components is located in the stand. Previously, there was an ordinary charger for mobile phone batteries.
Additional Information
Metallization of holes
You can even metallize holes at home. For this inner surface holes are treated with a 20-30% solution of silver nitrate (lapis). Then the surface is cleaned with a squeegee and the board is dried in the light (you can use a UV lamp). The essence of this operation is that under the influence of light, silver nitrate decomposes, and silver inclusions remain on the board. Next, chemical precipitation of copper from solution is carried out: copper sulfate ( copper sulfate) 2 g, caustic soda 4 g, ammonia 25% 1 ml, glycerin 3.5 ml, formaldehyde 10% 8-15 ml, water 100 ml. The shelf life of the prepared solution is very short; it must be prepared immediately before use. After the copper is deposited, the board is washed and dried. The layer turns out to be very thin; its thickness must be increased to 50 microns by galvanic means.
Solution for applying copper plating by electroplating:
For 1 liter of water, 250 g of copper sulfate (copper sulfate) and 50-80 g of concentrated sulfuric acid. The anode is a copper plate suspended parallel to the part being coated. The voltage should be 3-4 V, current density 0.02-0.3 A/cm 2, temperature 18-30°C. The lower the current, the slower the metallization process, but the better the resulting coating.

A fragment of a printed circuit board showing metallization in the hole
Homemade photoresists
Photoresist based on gelatin and potassium bichromate:
First solution: pour 15 g of gelatin into 60 ml of boiled water and leave to swell for 2-3 hours. After the gelatin swells, place the container in a water bath at a temperature of 30-40°C until the gelatin is completely dissolved.
Second solution: dissolve 5 g of potassium dichromate (chrompic, bright orange powder) in 40 ml of boiled water. Dissolve in low, diffused light.
Pour the second into the first solution with vigorous stirring. Add a few drops to the resulting mixture using a pipette. ammonia until straw color is achieved. The emulsion is applied to the prepared board under very low light. The board is dried until it is tack-free at room temperature in complete darkness. After exposure, rinse the board under low ambient light in warm running water until the untanned gelatin is removed. To better evaluate the result, you can paint areas with unremoved gelatin with a solution of potassium permanganate.
Improved homemade photoresist:
First solution: 17 g of wood glue, 3 ml of ammonia aqueous solution, 100 ml of water, leave to swell for a day, then heat in a water bath at 80°C until completely dissolved.
Second solution: 2.5 g potassium dichromate, 2.5 g ammonium dichromate, 3 ml aqueous ammonia solution, 30 ml water, 6 ml alcohol.
When the first solution has cooled to 50°C, pour the second solution into it with vigorous stirring and filter the resulting mixture ( this and subsequent operations must be carried out in a darkened room, sunlight unacceptable!). The emulsion is applied at a temperature of 30-40°C. Continue as in the first recipe.
Photoresist based on ammonium dichromate and polyvinyl alcohol:
Prepare a solution: polyvinyl alcohol 70-120 g/l, ammonium bichromate 8-10 g/l, ethyl alcohol 100-120 g/l. Avoid bright light! Apply in 2 layers: first layer drying 20-30 minutes at 30-45°C second layer drying 60 minutes at 35-45°C. Developer 40% ethyl alcohol solution.
Chemical tinning
First of all, the board must be picked out to remove the formed copper oxide: 2-3 seconds in a 5% solution of hydrochloric acid, followed by rinsing in running water.
It is enough to simply carry out chemical tinning by immersing the board in an aqueous solution containing tin chloride. The release of tin on the surface of a copper coating occurs when immersed in a tin salt solution in which the potential of the copper is more electronegative than the coating material. The change in potential in the desired direction is facilitated by the introduction of a complexing additive, thiocarbamide (thiourea), into the tin salt solution. This type of solution has the following composition (g/l):
Among those listed, the most common are solutions 1 and 2. Sometimes it is proposed to use as a surfactant for the 1st solution detergent"Progress" in the amount of 1 ml/l. Adding 2-3 g/l bismuth nitrate to the 2nd solution leads to the precipitation of an alloy containing up to 1.5% bismuth, which improves the solderability of the coating (prevents aging) and greatly increases the shelf life of the finished PCB before soldering components.
To preserve the surface, aerosol sprays based on fluxing compositions are used. After drying, the varnish applied to the surface of the workpiece forms a strong, smooth film that prevents oxidation. One of the popular substances is “SOLDERLAC” from Cramolin. Subsequent soldering is carried out directly on the treated surface without additional varnish removal. In particularly critical cases of soldering, the varnish can be removed with an alcohol solution.
Artificial tinning solutions deteriorate over time, especially when exposed to air. Therefore, if you have large orders infrequently, then try to prepare a small amount of solution at once, sufficient to tinning the required amount of PP, and store the remaining solution in a closed container (bottles of the type used in photography that do not allow air to pass through are ideal). It is also necessary to protect the solution from contamination, which can greatly degrade the quality of the substance.
In conclusion, I want to say that it is still better to use ready-made photoresists and not bother with metalizing holes at home; you still won’t get great results.
Many thanks to the candidate of chemical sciences Filatov Igor Evgenievich for consultations on issues related to chemistry.
I also want to express my gratitude Igor Chudakov."